8 Replacing components
110
HSD S.p.A. © - 0108h02a.fm100713
8.4.10 Regulating S4 using the kit
After having replaced the sensor as described in paragraph 8.4, calibrate it as follows:
1. for models E40 - F50 use the 11.32 mm gauge and the 0.04 mm thickness spacer
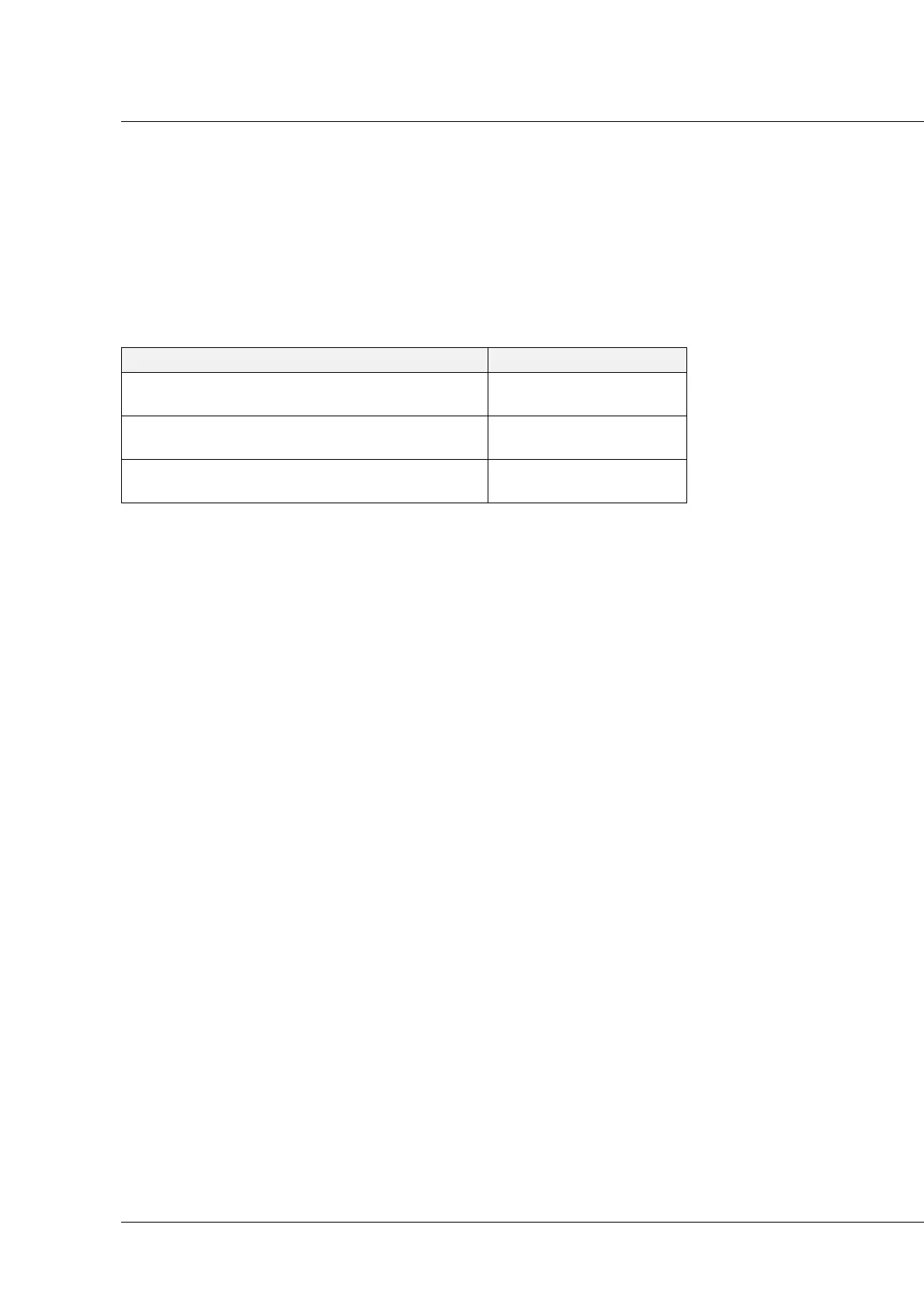
2. Use the gauges and spacers as shown in figures 25 and 26 and check that the signal from
sensor S4 corresponds to that indicated in the following table:
3. Rotate the shaft manually and check that the table is verified for the entire 360° rotation.
4. if not, rotate the sensor until the position necessary to obtain the output described in the table
is found;
5. Fully tighten screw “2”;
6. perform a cycle of 10 tool changes;
7. at the end of the cycle, check that the table shown in point (2) has been satisfied for the entire
360° rotation of the shaft. Otherwise repeat the procedure from the start;
8. if the table is verified, make the machine perform a cycle of 100 tool changes, using the largest
possible number of different tool holders;
9. at the end of the cycle, check that the table shown in point (2) has been satisfied for the entire
360° rotation of the shaft. Otherwise repeat the procedure from the start;
10. if the table in point (2) is satisfied, the calibration of S4 is complete.
8.4.11 Adjusting sensor S3
After having replaced the sensor as described in paragraph 8.4, calibrate it as follows:
1. verify that the signal provided by the sensor corresponds to that described in section 6.8.7;
2. if not, rotate the sensor until the position necessary to obtain the output described in the table
is found 6.8.7;
3. fully tighten the screw “2”.
CONDITION OUTPUT S4
Gauge locked
0.04 mm
ON
Gauge locked
NONE
OFF
Collet open
(tool holder ejected)
OFF