3 - 44 Machine Maintenance 704-0212-209 VM Series Maintenance and Safety Manual
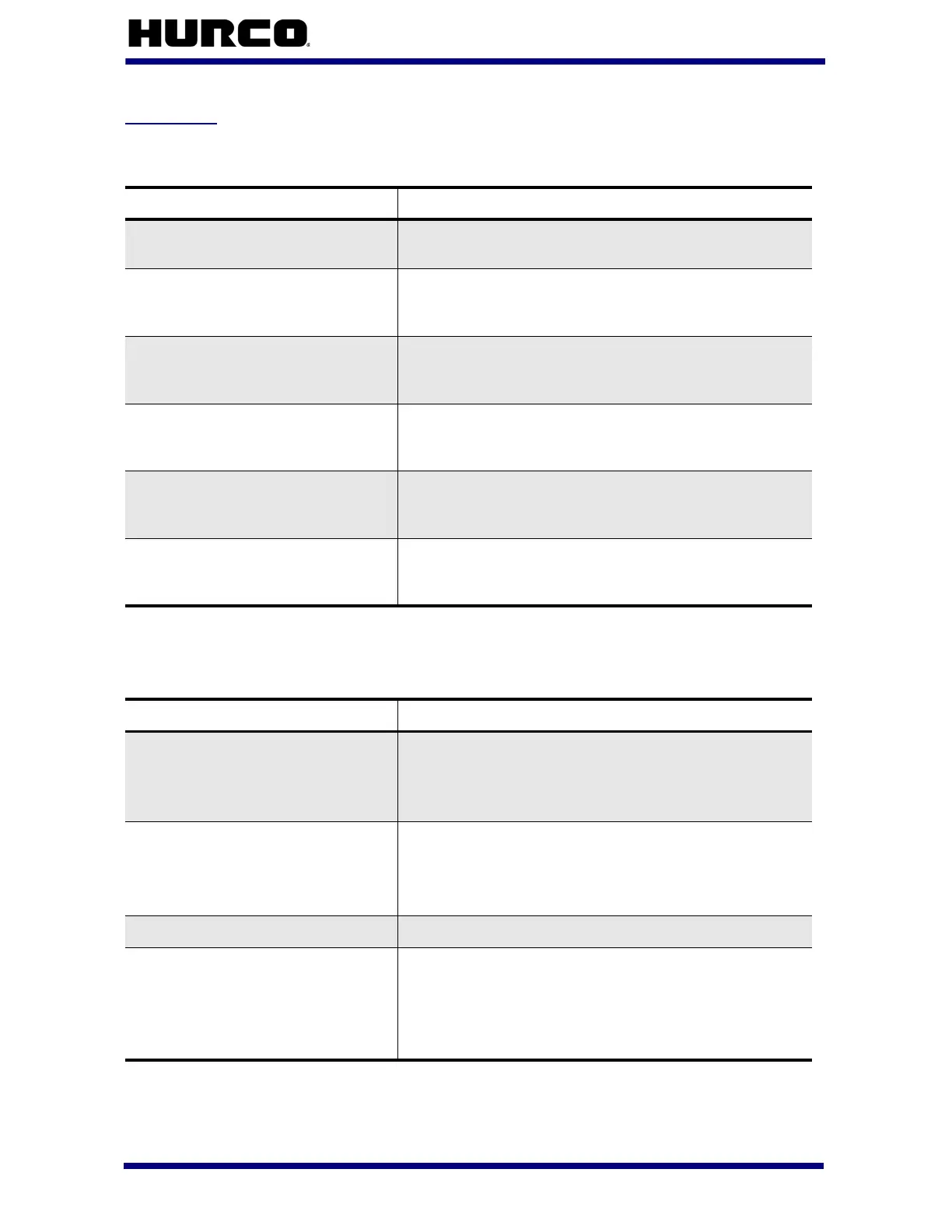
Table 3–23. Troubleshooting: Power Off Motion Error
Refer to the table below if the machine chatters while machining or cutting.
Table 3–24. Troubleshooting: Machine Chatter
Machining
Refer to the table below if the machine control power is Off and the screen shows a
Motion Error message.
Cause Solution
Chip buildup causes a Motion
Error.
Look under chip covers for excessive chip buildup.
Clean and maintain to avoid reoccurrence.
The X and Z axes ballscrews are
not well lubricated.
Check the lube oil level, lubrication to the way
ballscrews, and lube pump operation. Correct as
needed.
Servo cable connections are not
making good contact.
Check each connector (by hand, visual check is not
enough). Clean, press together and wiggle. Replace
the connection if it is intermittent during wiggling.
Check servo for amplifier error
LED On error message.
Note the location of lighted LED(s) and message text.
Contact your Hurco distributor for technical
assistance.
Parts not made to correct size.
Servo encoder not working
properly.
Verify axis machine motion matches the motion
displayed on screen. Jog the axes while watching
position numbers on the screen.
Actual collision or binding occurs
between machine parts and
product fixtures.
Examine the path, parts, and fixtures for evidence of
collision or rubbing.
Cause Solution
Machine feeds too fast. Preview the program settings for Feed and Speed –
reprogram if they are wrong.
Make sure that the actual speed matches the
programmed speed.
Incorrect tool, tool is damaged, or
tool is dull.
Make sure the right tool is being used for the
application.
Make sure the tool shaft is clean and not bent.
Sharpen the tool or replace it.
Fixture is not rigid enough. Inspect the fixture. Tighten or reinforce it if needed.
Work material is not held perfectly
straight.
Inspect the spindle taper for foreign material. Clean if
necessary.
Inspect the tool holder to see that the tool is inserted
straight. Reinsert the tool if needed.
Check tool retention force on the draw bar.
 Loading...
Loading...
