6 Interface Between CNC And PLC
6 - 1
6 INTERFACE BETWEEN CNC CONTROLLER AND PLC
PLC bits used in HUST H2N controller with PLC (Programmable Logic Controller)
are described below. Their meanings and applications will be discussed in this
chapter. This chapter is written for those who are familiar with HUST PLC program
editing.
S-bit : Status signal from CNC controller to PLC unit.
C-bit : Command signal from PLC unit to CNC controller.
I-bit : Input signal from external I/O unit to PLC unit.
O-bit : Output signal from PLC unit to I/O unit for driving external device.
A-bit : Auxiliary bit for PLC unit.
Register : (1). R000~R099 are for user’s application in the PLC program.
(2). R100~R255 are reserved for HUST H2N system data, NOT for
customer’s use. The data in R000 ~ R199 can be saved with power off if
MCM #86=256, and the data will NOT be saved if MCM #86=0.
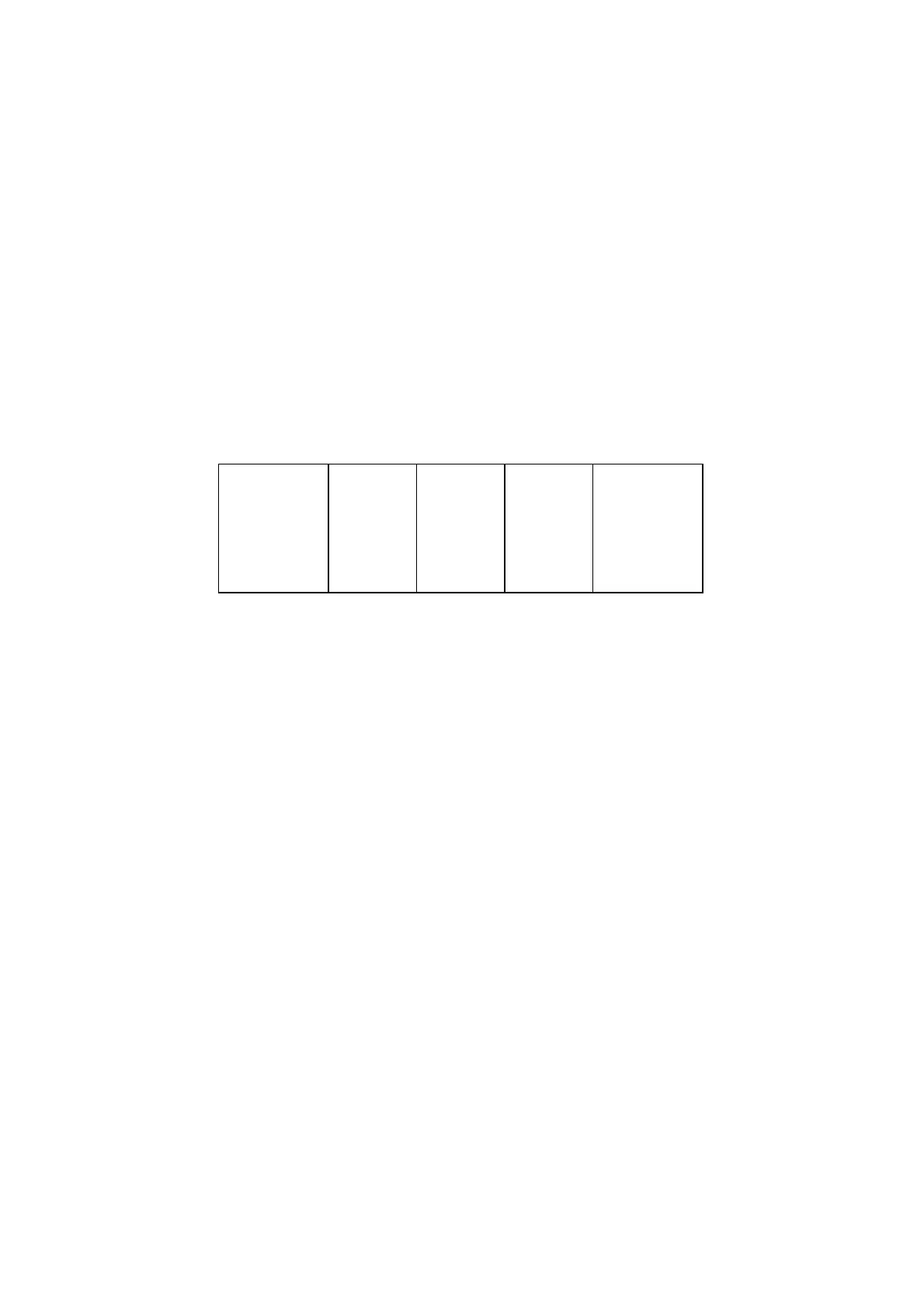
HUST
CONTROL
UNIT
C-BITS
←
S-BITS
→
REGISTER
HUST PLC
A-BITS
TIMER
COUNTER
I-BITS
←
O-BITS
→
EXTERNAL
INPUT/
OUTPUT
UNIT
When I-bit (any I-bit) is used for G31 Skip function, the input signal can be directly
fed into the controller. Otherwise, all I-bit signals will be processed through the PLC
unit before going into the controller.
6.1 HUST H2N Series Status Signal S-Bits
S-bit is the internal status signal from HUST CNC system unit to PLC unit for
sequential control of the machine tool. The meaning of each S-bit signal is shown in
Table 6-1. Note that S000 to S031 are one-shot bits and are effective for one cycle
only. For example, when RESET key is pressed, S001=1 for one cycle.