HUST H2N Connection Manual
6 - 12
3. In AUTO mode, press CYCST key to restart. At the end of M02 or M30, the
restart function will be automatically cleared.
Note that the M, T, S-code in the previous program blocks prior to program
interruption will be re-executed during restart operation.
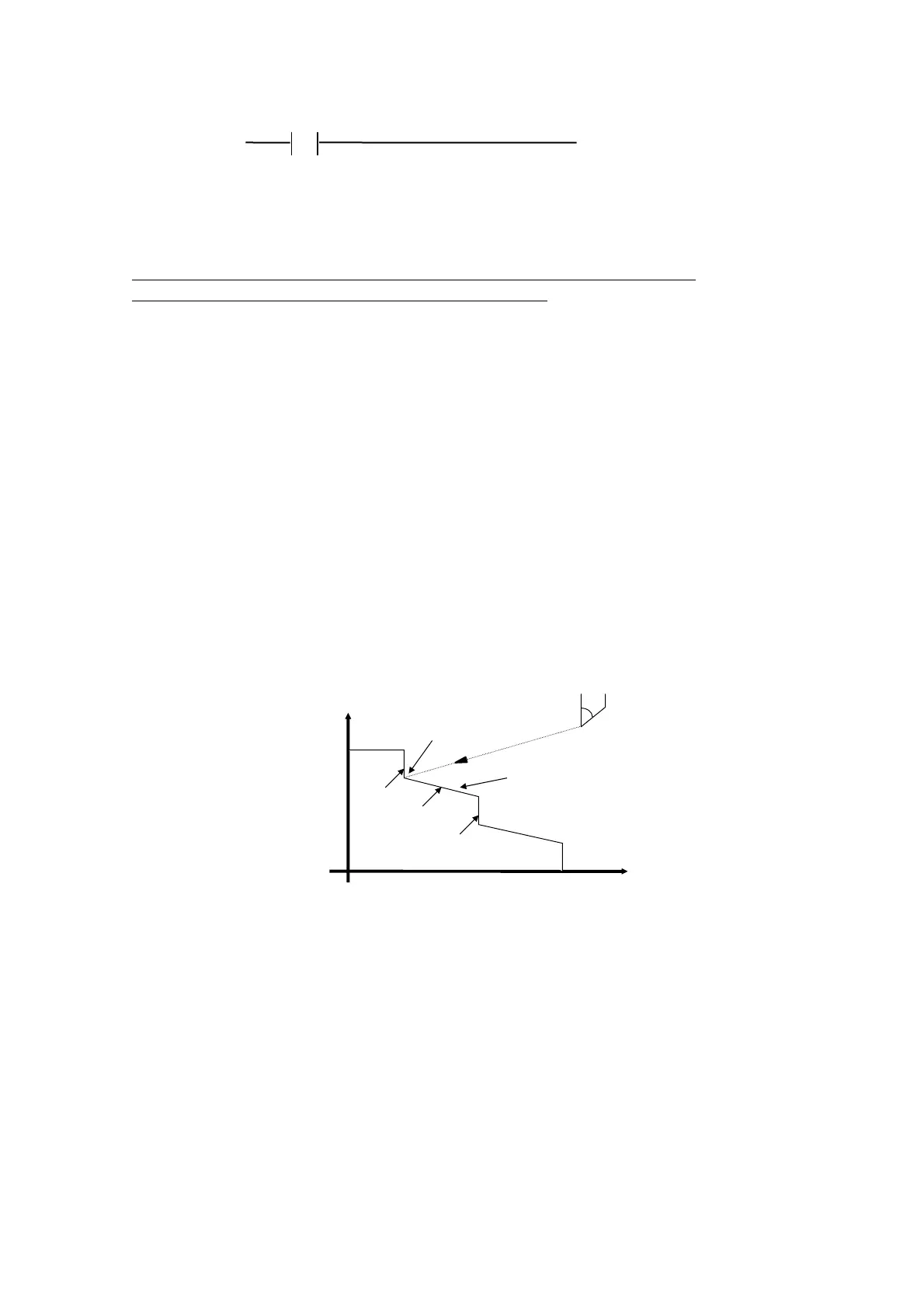
Example: See Fig 6-4.
Assuming that the program was interrupted at block N40. When restart
function is activated, the controller will calculate the coordinate change from
N10 to N30, then move the tool to the end of N30 and continue the program
execution from there.
N10 S200
N20 G0 X50. Y100.
N30 G1 V-20. F200.
N40 X60. V-20. ..... Program interrupted here and restart from
here
N50 V-20.000
N60 X80. V-20.
N70 G0 X250. Y150.
N80 M2
Fig 6-4 Program restart
• Program Restart –2 (C012~C013)
Bits C012~C013 are also used to restart the program from where the execution was
interrupted. They are applied to the case when you interrupt the execution of the 1
st
program and jump to the 2
nd
program. Once you finish the 2
nd
program, you can use
C012~C013 to go back to the 1
st
program and restart from where it was left. The
procedures are as follows:
1. When program #1 is interrupted, C012=1 and the interrupted block number is
stored.
I023 C011
( )
Y
X
N30
N60
N40
N50
Restart
Interru
ted