HUST H2N Connection Manual
6 - 14
• Option Stop (C026)
C026 = 1 (high), Option Stop is ON.
C026 = 0 (low), Option Stop is OFF.
If bit C026 is set low (0), M01 block will be ignored during program execution. If bit C026
is set high (1), M01 block will stop program execution until CYCST is pressed again.
• Option Skip (C027)
C027 = 1 (high), Option Skip is ON.
C027 = 0 (low), Option Skip is OFF.
If bit C027 is set 1, the block labeled with "/1" will be skipped during program
execution. If C027 = 0, the block labeled with "/1" will be executed.
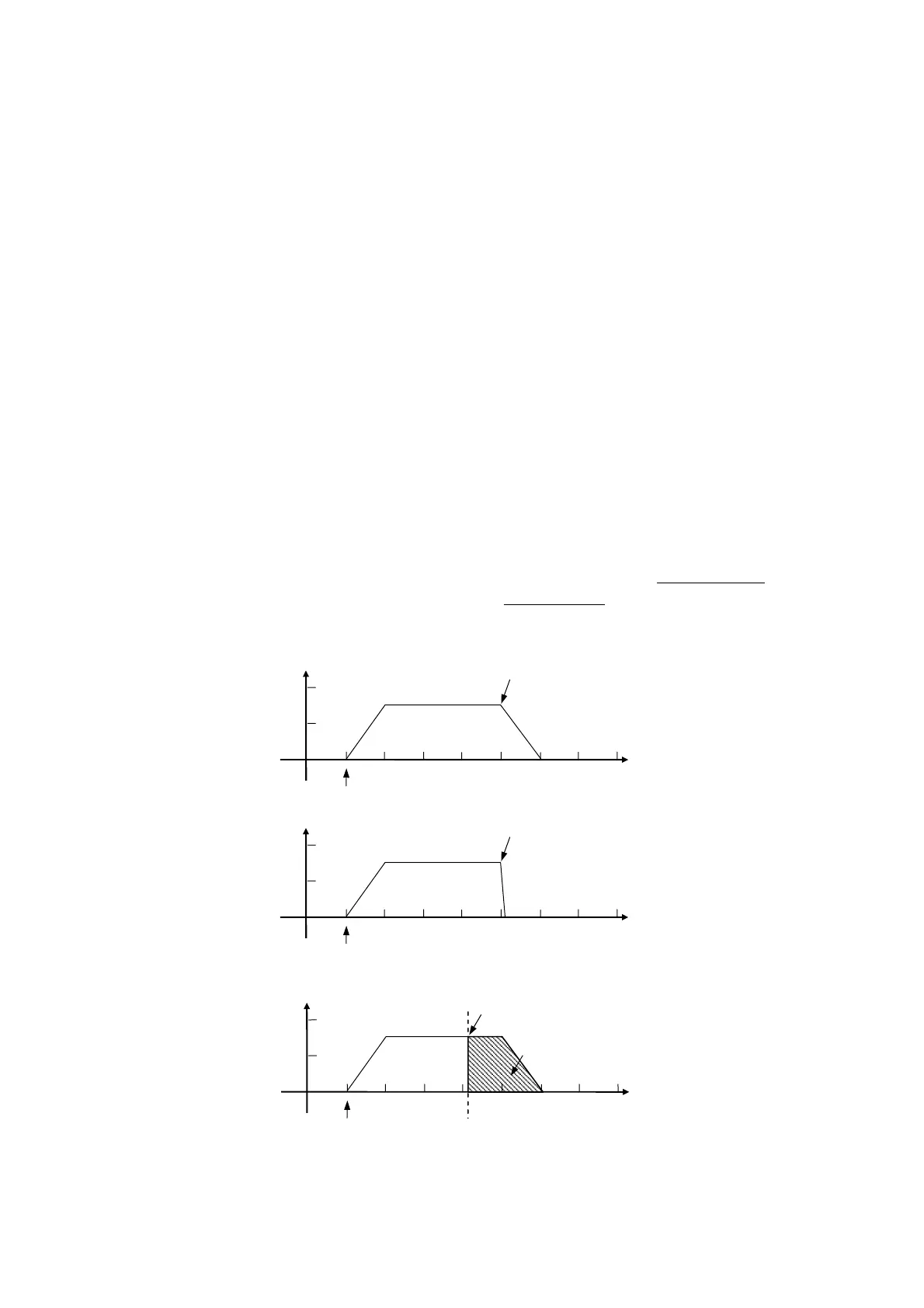
• Speed Deceleration Selection for G31 Skip Function (C028)
Bit C028 informs the control unit how to decelerate the servo motor when G31 skip
function is encountered in the program. C028 is used in conjunction with the value in
R190.
C028 = 0 (low), servo motor ignores the value in R190 and decelerates linearly to zero.
C028 = 1 (high) & R190 = 0, servo motor speed jumps to zero.
C028 = 1 (high) & R190 ≠0, servo motor will stop in a distance = value in R190.
Fig 6-6 Motor Deceleration with C028 and R190
T
Feed-rate
Motor starts
G31 ON, Normal deceleration
C028=0
R190 Ignored
T
Feed-rate
Motor starts
G31 ON, Motor speed jumps to 0.
C028=1
R190=0
T
Feed-rate
Motor starts
G31ON, motor stops in a
distance = R190
C028=1
R190≠0
Area =R190, must > Distance in
normal deceleration.