2.18
FEED RATE is the speed at which the blade travels through the work-piece.
The FEED RATE Knob controls FEED RATE of the blade travel in the range 0 to 15 in/min (380mm/min). The FEED
RATE should be adjusted only in one direction (from “O” to required value). If you go too far, go back to “O” and come
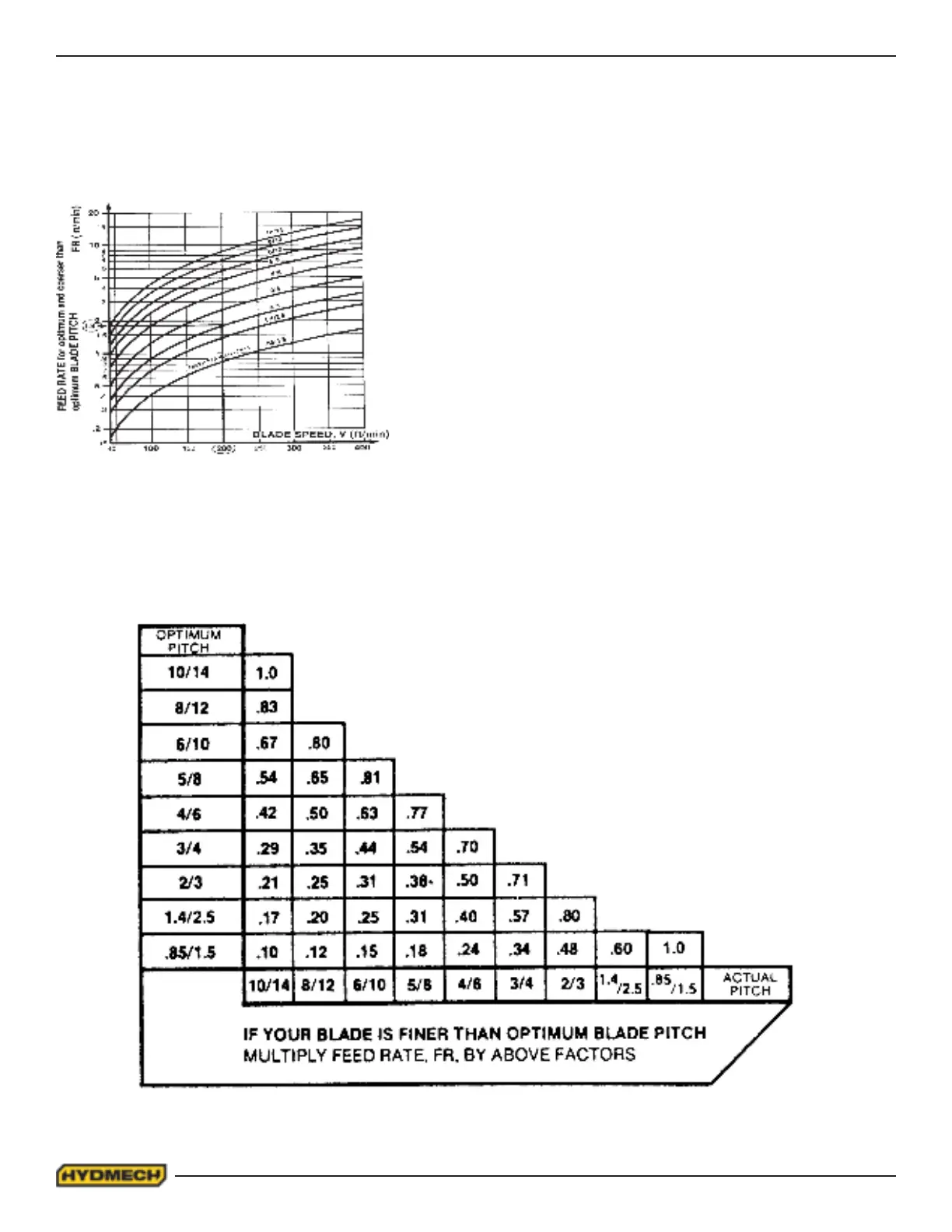
back up. To set FEED RATE for particular cutting situations use the Graph below, which represents the relationship be-
tween FEED RATE, blade speed and blade pitch.
For Example #1, it is known from Step 3 that optimum blade pitch is
2/3, and from Step 4 that blade speed, is 200 ft/min (60mm/min). From
the Graph on the left, the FEED RATE is determined in the following
way:
On the horizontal axis (blade speed axis), nd 200 ft/min(60mm/min).
Find the point where a ver tical line from 200 ft/min (60mm/min) would
intersect the 2/3 blade pitch curve.
From this intersection point run horizontally left to the ver tical (FEED
RATE) axis, to arrive at 1.8 in/min (45mm/min) FEED RATE. Thus 1.8
in/min (45mm/min) is the FEED RATE for cutting 8” (200mm) diameter
1045 Carbon Steel when the optimum 2/3 pitch blade is used.
If the saw is tted with a blade coarser than optimum (e.g.. 1.4/2.5 TPI) we can still use the graph, but we go to the 1.4/2.5
curve. As a result we nd that the FEED RATE is decreased to 1.3 in/min (133mm/min) for this blade. If however, the ma-
chine is tted with a ner than optimum blade (e.g. 3/4 TPI) we use the graph for the optimum blade as before, and then
use a multiplier given by the table below.