Page 2
3. INITIAL TORCH/HEAD SET-UP PROCEDURE
The distance of the torch to the material is critical and must be checked prior to cutting the job and
adjusted if necessary. The exact distance may vary according to material type and thickness. The
Hypertherm operations manual provides the correct setting.
a. Jog the torch head to the set-up location. SEE ILLUSTRATION #1.
b. Lower the torch using the HEAD UP/DOWN key.
c. Loosen the two set screws located on the shield collar.
d. Loosen the two screws located on the Height Adjustment Knob assembly. The shield will
now set flat on the work piece.
e. To lower or raise the torch in relation to the material, turn the height adjustment knob until the
correct height is achieved, then tighten the two set screws.
f. Set "Gap B" to about 1/2" using the height adjustment knob, then tighten the two screws.
SEE ILLUSTRATION #2
NOTE: Torch to work distance should never be less than 1/16"
Torch body should be square and plumb to workpiece.
After the torch height setup is complete, raise the torch by pressing HEAD UP/DOWN key.
To relocate at (0,0) press the GO HOME key.
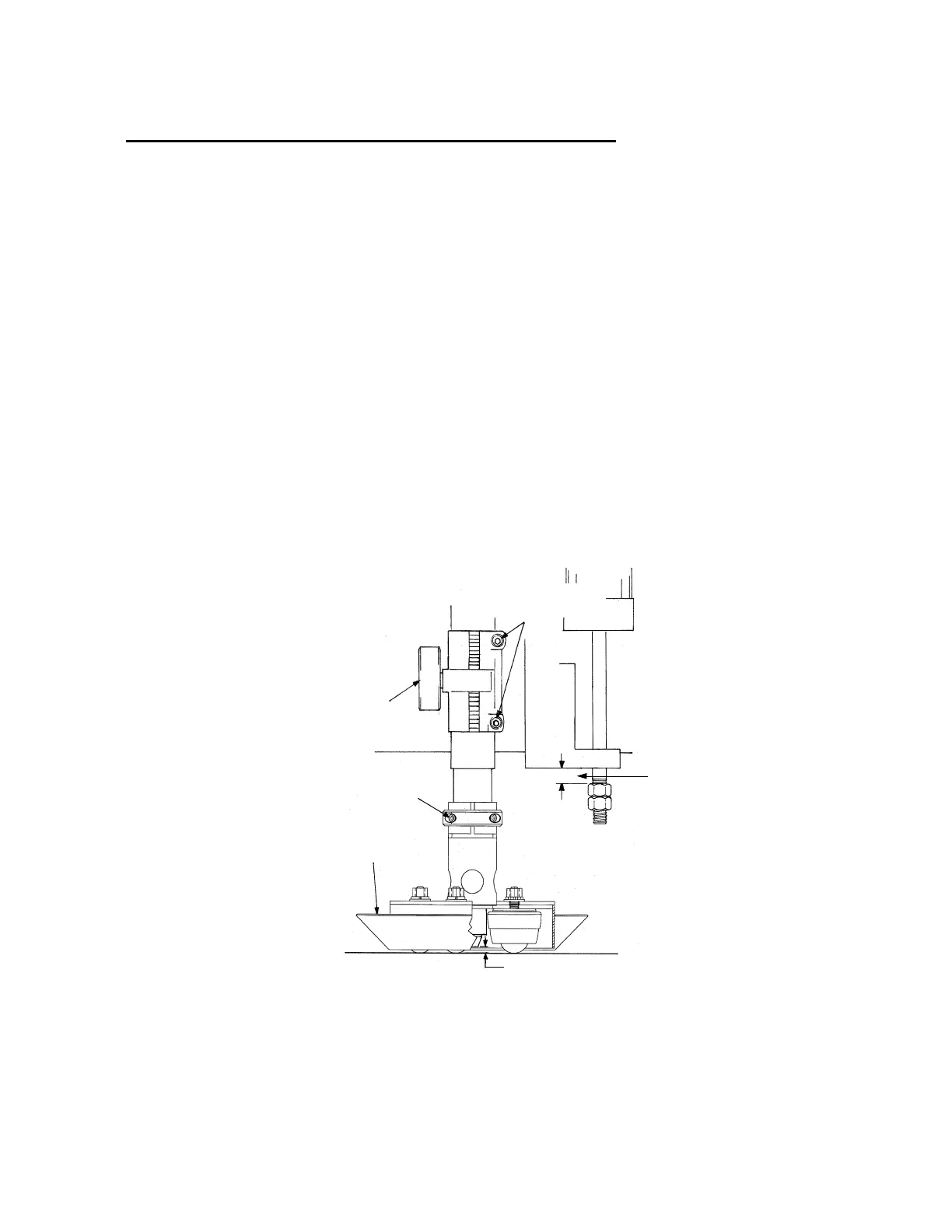
ILLUSTRATION 2
"B" GAP
1/2" Ref.
"A" GAP
1/16" Ref. Minimum
Torch Height
Adjustment Knob
Shield Set
Screws (2)
Shield
Height Adjustment
Knob Lock Screws
H. WEISS MACHINERY & SUPPLY
H. WEISS MACHINERY & SUPPLY
PHONE: (718) 605-0395 - www.hweiss.com