Inbetriebnahme
- 15 -
01.21 909.2669.9-02
14.3 Nebenparameter
Gefahr durch Elektroschock!
Bei gewählter Funktion HF-Zünden (31)
liegt am Brenner eine hohe Zündspannung
an.
Berühren Sie niemals die Schweißelektrode
oder Schweißspannung führende Teile bei ein-
geschaltetem Gerät.
Nebenparameter werden gesondert eingestellt:
 Drücken Sie zeitgleich kurz die Tasten Schweißverfahren
30 und Betriebsart 47.
9 In der 7-Segment Anzeige 38 erscheint abwechselnd der
Code des Nebenparameters und dessen Wert.
 Drücken Sie so oft die Taste Hauptparameter 48 bis der ge-
wünschte Parameter erscheint.
 Stellen Sie mit dem Drehknopf 41 den gewünschten Wert
ein.
 Drücken Sie kurz die Taste Schweißverfahren 30 oder Be-
triebsart 47, um diesen Modus zu beenden.
9 Die geänderten Werte werden übernommen.
Alle Schweißparameter können zur eektive-
ren Einstellung auch während des Schweißpro-
zesses geändert werden.
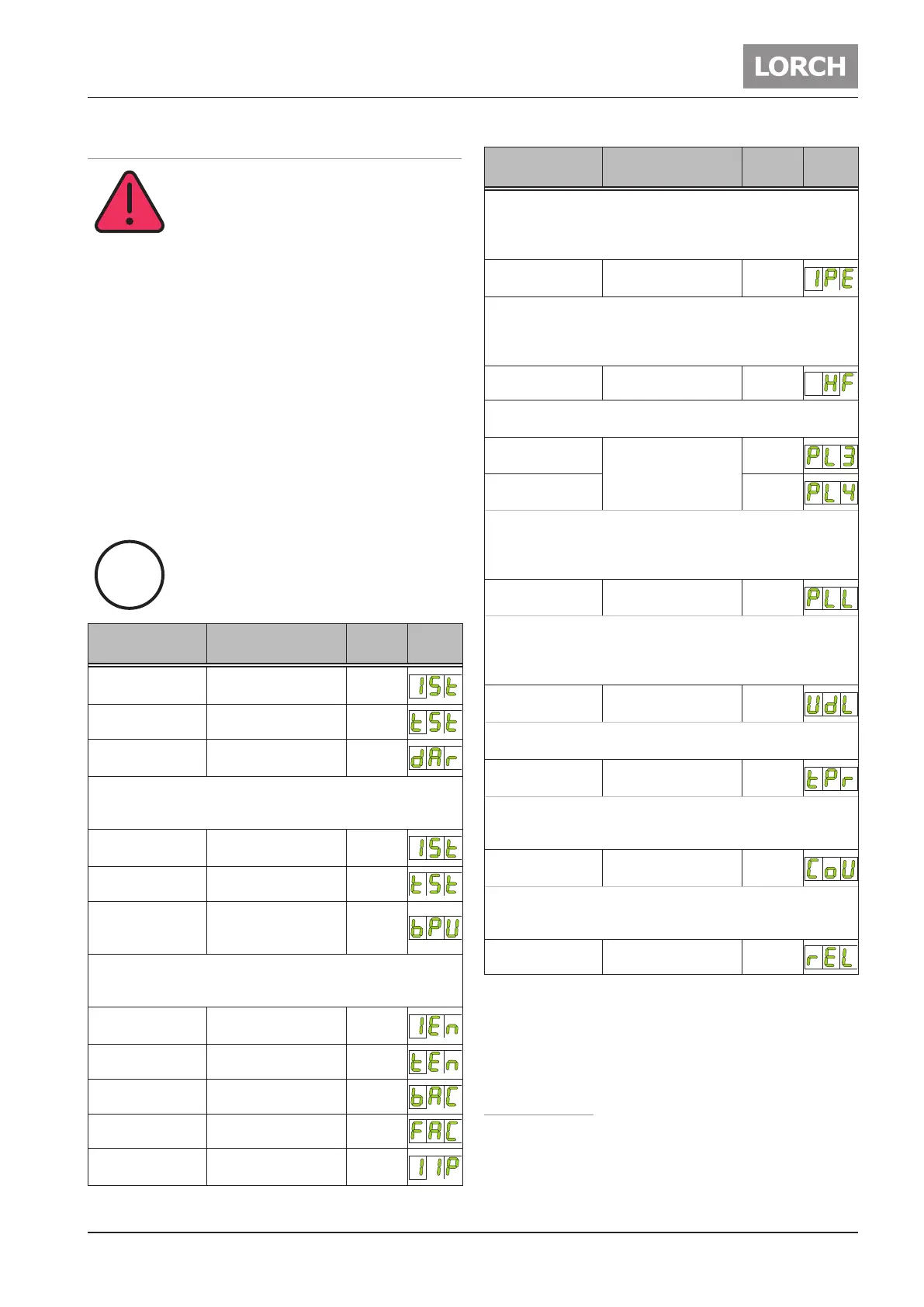
Parameter Bereich
Werks-
einst.
LED/
Code
Hotstart IS
1
5 - 200 % vom Haupt-
strom
125
Hotstart-Zeit tS
1
0 - 20 Sekunden 1,0
Lichtbogen-Dyna-
mik
1
0 - 200 % 100
Bei sinkender Schweißspannung wird der Schweißstrom auto-
matisch erhöht. Die Lichtbogen-Dynamik gibt das Verhältnis zwi-
schen Hauptstrom und autom. Erhöhung an
Startstrom
2
5 - 200 % vom Haupt-
strom
50
Startstrom-Zeit
2
0 - 20 Sekunden 0,1
Puls-Tastverhältnis
2
(nur bei Betriebsart
Pulsen)
1 - 99 % 50
Gibt das prozentuale Verhältnis zwischen Hauptstrom I1 und
Zweitstrom I2 an. Bei eingestelltem Wert 30 ist das Verhältnis 30 %
I1 zu 70 % I2.
Endstrom
2
5 - 200 % vom Haupt-
strom
25
Endstrom-Zeit
2
0 - 20 Sekunden 0,2
AC-Balance
3
10 - 90 % 35
AC-Frequenz
3
30 - 200 Hz 60
Pluspolstrom Kor-
rektur
2, 3, 4
10 - 200 % 100
Parameter Bereich
Werks-
einst.
LED/
Code
Zur optimalen Kalottenbildung wird beim AC-WIG-Schweißen mit
Pluspolstrom gezündet. Dieser Pluspolstrom ist im Gerät vorein-
gestellt und kann um den angegebenen Prozentsatz erhöht oder
verringert werden.
Zündpeak Korrek-
tur
2, 4
10 - 200 % 100
Nach dem Zünden wird zur Stabilisierung des Lichtbogens ein
Zündpeakstrom eingestellt. Dieser Zündpeakstrom ist im Gerät
voreingestellt und kann um den angegebenen Prozentsatz erhöht
oder verringert werden.
HF On/O
2
On - O On
Das HF-Zünden ist ein berührungsloses Zünden durch Hochspan-
nungsimpulse.
Powermaster LED 3
alle Powermaster Para-
meter
I2
Powermaster LED 4 -
Für die Powermaster Brenner der i-LTG/i-LTW Serie stehen zwei frei
belegbare Parameterplätze zur Verfügung. Je nach Gerätetyp und
Betriebsart sind unterschiedliche Parameter wählbar (Siehe „14.4
Powermaster Parameter“ auf Seite 16).
Powermaster LED
Sperre (lock)
OFF = Aus, On = Ein OFF
On: Die Mode-Taste am Brenner der i-LTG/i-LTW Serie ist gesperrt.
Durch Drücken der Mode-Taste für 2 sec. wird diese für 15 sec. ent-
sperrt. Wird während der 15 sec. Entsperrung die Start/Stop-Taste
gedrückt, ist die Mode-Taste sofort gesperrt.
Up/Down Sperre
(lock)
OFF = Aus, On = Ein OFF
On: Die Up/Down-Tasten am Brenner der i-LTG/i-LTW Serie sind
während des Schweißens (I>0) gesperrt.
Brennerschutz
(Torch protect)
2
OFF = Aus, On = Ein OFF
On: Bei Verwendung eines Brenner der i-LTG/i-LTW Serie kann am
Schweißgerät nur ein Schweißstrom mit der max. Brennerbelast-
barkeit eingestellt werden.
Kühlung
Dauerein
2
Aut = Auto, On = Ein Aut
Aut: Wasserumlaufkühlgerät (WUK) schaltet autom. ein/aus.
On: Das WUK schaltet nach dem 1. Stromuss (I>0) ein und bleibt
dauerhaft eingeschaltet.
Versionsinfo - -
Tab. 3: Nebenparameter
1)
Nur bei Schweißverfahren Elektrode
2)
Nur bei Schweißverfahren WIG
3)
Nur bei Schweißverfahren WIG AC
4)
Werkseinstellung für Elektroden-Ø 2,4 mm
bei Elektroden-Ø < 2,4 mm: Parameterwert verringern
bei Elektroden-Ø > 2,4 mm: Parameterwert erhöhen
 Loading...
Loading...



