Základy svařování
- 210 - 01.21909.2669.9-02
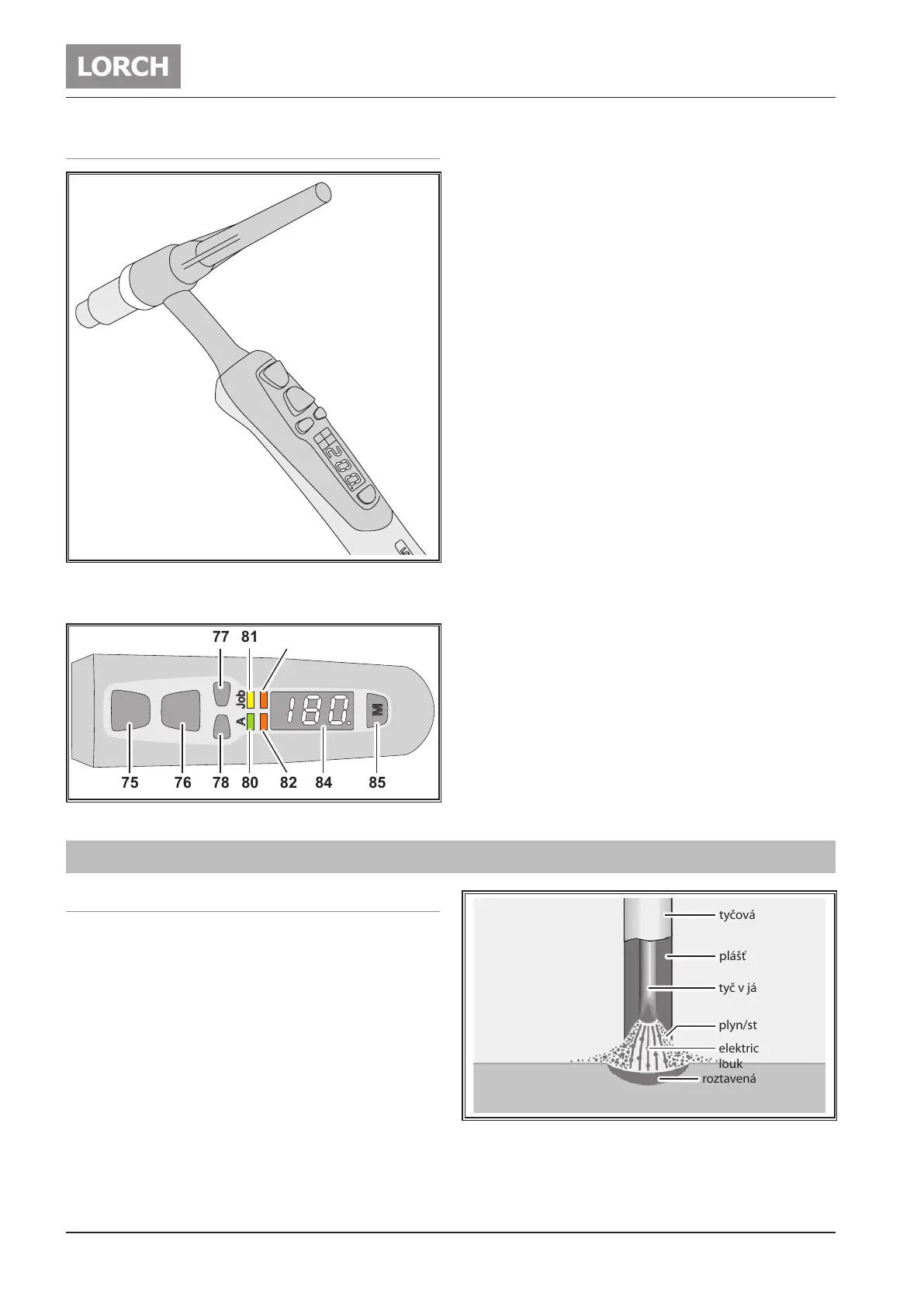
14.7 Hořák
obr. 9: Hořák PowerMaster série i-LTG/i-LTW
Funkce tlačítek hořáku
M
Job
A
75 76 78
77
80
81
82
83
84 85
obr. 10: Tlačítka hořáku
75 Tlačítko hořáku Start/Stop
ke spuštění a ukončení procesu svařování.
76 Tlačítko hořáku sekundární proud
k vyvolání sekundárního proudu I2.
77 Tlačítko hořáku Up
pro zvýšení hodnot parametrů.
78 Tlačítko hořáku Down
pro snížení hodnot parametrů.
80 Kontrolka ampéry:
Svítí, pokud je na displeji (84) zobrazen svařovací
proud.
81 Kontrolka úlohy:
U BasicPlus není k dispozici!
82 Kontrolka PowerMaster 3:
Možnost obsazení libovolným parametrem. Předběžně
obsazeno sekundárním proudem I2.
83 Kontrolka PowerMaster 4:
Možnost obsazení libovolným parametrem.
84 Displej: Zobrazení hodnot parametrů.
85 Tlačítko Mode:
Přepíná mezi parametry LED 80 až LED 83
Stisknutí tlačítka po dobu 7 s pro přepnutí displeje (84)
mezi režimem praváka a leváka. Jako index se na dis-
pleji zobrazí vpravo dole tečka.
Stisknutí tlačítka po dobu 2 s pro odblokování tla-
čítka Mode na dobu 15 s (při aktivovaném vedlejším
parametru „Kontrolka zablokování PowerMaster LED“
(PLL)).
15 Základy svařování
15.1 Svařování s elektrodami
Při běžně známém ručním svařování s elektrodami se použí-
vají elektrody s pláštěm. Plášť elektrody hoří při svařování spo-
lečně s drátem v jádru elektrody. Tím vzniká ochranný plyn.
Odtavující plášť elektrody navíc doplňuje prvky slitiny, které
se v tavné lázni ničí. Nad svarem vzniká vrstva strusky, která
chrání chladnoucí svar před okolním vzduchem.
Pláště elektrod se liší podle tloušťky a podle typu, tzn. podle
chemického složení. Tím vznikají svary různých vlastností a
z nich plynou různé oblasti použití elektrod. Rozdělení a po-
jmenování tyčových elektrod je popsáno v normě ČSN EN 499
(dříve DIN 1913).
tyčová elektroda
elektrický ob-
louk
plášť
tyč v jádru
plyn/struska
roztavená zóna
základní materiál
 Loading...
Loading...



