Puesta en marcha
- 63 -
01.21 909.2669.9-02
14.3 Parámetros secundarios
Peligro de sufrir descarga eléctrica!
Si se ha seleccionado la función Encendido
HF (31), la antorcha presenta una tensión de
encendido elevada.
Jamás toque el electrodo de soldadura o piezas
que tengan tensión de soldadura con el apara-
to conectado.
Los parámetros secundarios se ajustan por separado:
 Pulse al mismo tiempo las teclas de procedimiento de sol-
dadura 30 y de modo de operación 47.
9 En la indicación de 7 segmentos 38 aparecen alternativa-
mente el código del parámetro secundario y su valor.
 Pulse la tecla del parámetro principal hasta que 48 aparez-
ca el parámetro deseado.
 Ajuste con el botón 41 el valor que desee.
 Pulse brevemente la tecla de procedimiento de soldadura
30 o la de modo de operación 47 para nalizar.
9 Los valores modicados se memorizarán.
Para que el ajuste sea más ecaz, todos los pa-
rámetros de soldar pueden modicarse tam-
bién durante el proceso de soldadura.
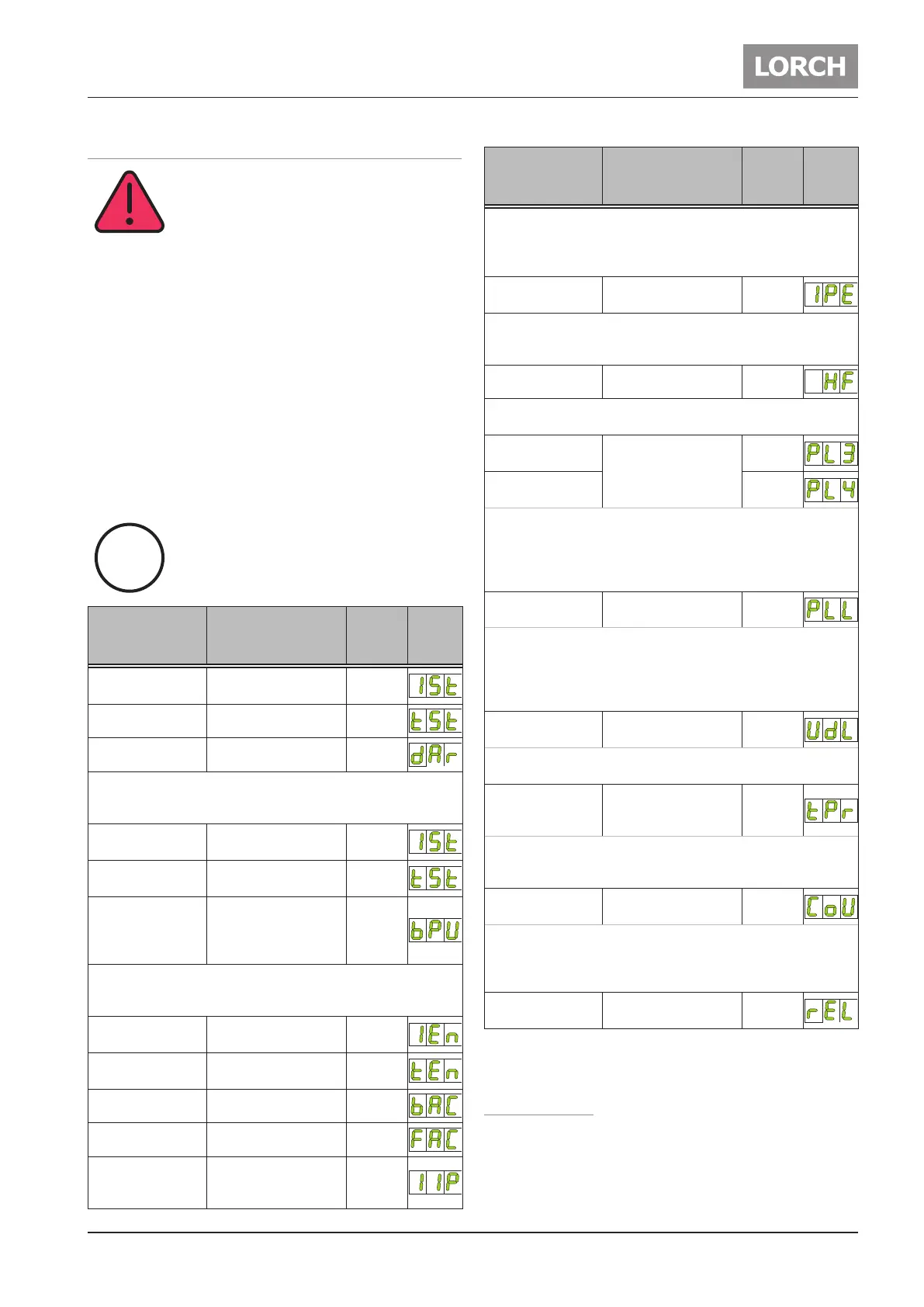
Parámetro Rango
Ajuste
de fá-
brica
Códi-
go
Hotstart IS
1
5 - 200 % de la corrien-
te principal
125
Tiempo Hotstart tS
1
0 - 20 segundos 1,0
Dinámica de arco
1
0 - 200 % 100
Si disminuye la tensión de soldar, la corriente de soldar aumenta
de forma automática. La dinámica del arco indica la relación por-
centual entre la corriente principal y el aumento automático.
Corriente de inicio
2
5 - 200 % de la corrien-
te principal
50
Tiempo de corrien-
te de inicio
2
0 - 20 segundos 0,1
Ciclo de pulsado
2
(sólo en el modo de
operación de pulsa-
ciones)
1 - 99 % 50
Indica la relación porcentual entre corriente principal I1 y corriente
secundaria I2. Con un valor ajustado de 30, la relación es 30 % I1 a
70 % I2.
Corriente nal
2
5 - 200 % de la corrien-
te principal
25
Tiempo de corrien-
te nal
2
0 - 20 segundos 0,2
Balance AC
3
10 - 90 % 35
Frecuencia AC
3
30 - 200 Hz 60
Corrección de la
corriente de polo
positivo
2, 3, 4
10 - 200 % 100
Parámetro Rango
Ajuste
de fá-
brica
Códi-
go
Para conseguir que se forme una calota óptima, la soldadura TIG
AC se enciende con corriente positiva. Esta corriente de polo posi-
tivo puede preajustarse en el aparato y aumentarse o reducirse en
el porcentaje indicado.
Corrección del pico
de inicio
2, 4
10 - 200 % 100
Tras el encendido se ajusta una corriente de pico de inicio para es-
tabilizar el arco. Esta corriente de pico de inicio puede preajustarse
en el aparato y aumentarse o reducirse en el porcentaje indicado.
HF On/O
2
On - O On
El encendido HF es un encendido sin contacto mediante impulsos
de alta tensión.
LED 3 del Power-
Master
Todos los parámetros
del PowerMaster
I2
LED 4 del Power-
Master
-
Para el soplete PowerMaster de la serie i-LTG/i-LTW se dispone de
dos ubicaciones de parámetros de asignación libre. En función del
tipo de aparato y del modo de operación, pueden seleccionarse
diferentes parámetros (Véase “„14.4 Parámetros del PowerMaster“
en la página 64).
Bloqueo (lock) del
LED PowerMaster
OFF = desconectado,
On = conectado
OFF
On: La tecla Modo del soplete de la serie i-LTG/i-LTW se encuentra
bloqueada. Pulsando la tecla Modo durante 2 seg. se desbloquea
por un periodo de 15 seg. Si durante el periodo de desbloqueo de
15 seg. se pulsa la tecla Start/Stop, la tecla Modo se bloquea de
inmediato.
Bloqueo (lock)
Arriba/Abajo)
OFF = desconectado,
On = conectado
OFF
On: Las teclas Up/Down (Arriba/Abajo) del soplete de la serie i-
LTG/i-LTW se bloquean durante el proceso de soldadura (I>0).
Protección del
soplete (Torch
protect)
2
OFF = desconectado,
On = conectado
OFF
On: Utilizando un soplete de la serie i-LTG/i-LTW, en el aparato
de soldar solo puede ajustarse una corriente de soldadura con la
máxima capacidad de carga del soplete.
Refrigeración
Marcha continua
2
Aut = Auto,
On = conectado
Aut
Aut: Aparato de refrigeración por circulación de agua (WUK) se
conecta/desconecta autom.
On: El WUK se conecta tras el 1er ujo de corriente (I>0) y perma-
nece conectado constantemente.
Información sobre
la versión
- -
Tab. 3: Parámetros secundarios
1)
Nur bei Schweißverfahren Elektrode
2)
Nur bei Schweißverfahren WIG
3)
Nur bei Schweißverfahren WIG AC
4)
Werkseinstellung für Elektroden-Ø 2,4 mm
bei Elektroden-Ø < 2,4 mm: Parameterwert verringern
bei Elektroden-Ø > 2,4 mm: Parameterwert erhöhen
 Loading...
Loading...



