Mise en service
- 184 - 01.21909.2669.9-02
14.4 Paramètres PowerMaster
Le torche PowerMaster de la série i-LTG/i-LTW dispose de deux
emplacements (PL3 et PL4) de paramètres librement dénis-
sables.
 Sélectionnez le paramètre secondaire PL3 ou PL4.
9 L’acheur à 7 segments 38 indique alternativement le
code PL3 ou le code PL4 et le code du paramètre Power-
Master sélectionné.
 A l’aide du bouton rotatif 41, sélectionner le paramètre
PowerMaster désirée.
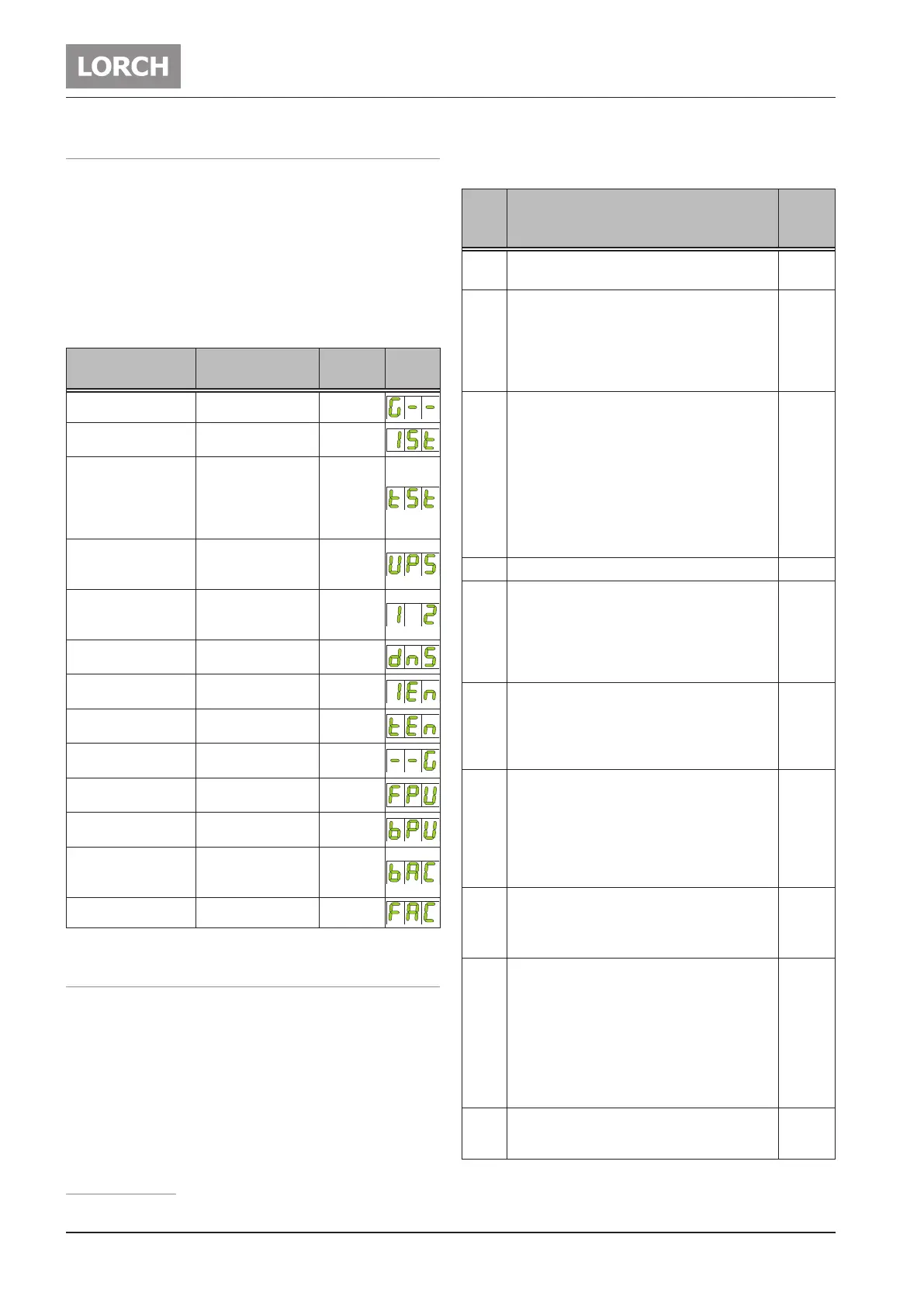
Paramètres Plage
Réglage
en usine
Code
Pré-écoulement gaz 0,1 - 10 secondes 0,1
Courant de démar-
rage IS
5 - 200 % de courant
principal
50
Temps courant
de démarrage tS
(uniquement pour
le mode Cycle à 2
temps)
0 - 20 secondes 0,1
Augmentation cou-
rant
(Upslope)
0 - 99 % 5
Courant secondaire I2
1 - 200 % de courant
principal
Achage en amp.
50
Réduction courant
(Downslope)
0 - 99 % 20
Courant nal IE
5 - 200 % de courant
principal
25
Temps courant nal
tE
0 - 20 secondes 0,2
Correction temps
post-écoulement gaz
20 - 500 % 100
Fréquence d’impul-
sions
0,2 - 2000 Hz 5
Taux d’impulsions
1 - 99 % Courant
principal I1
50
Balance AC
1
10 - 90 %
courant de soudage
positif
35
Fréquence AC
1
30 - 200 Hz 60
Tab. 4: Paramètres PowerMaster
1)
14.5 Menu spécique à l’utilisateur
 Arrêtez l’appareil à l’aide du sectionneur principal 9.
 Actionnez le bouton de sélection gauche 30 et laissez-le
enfoncé.
 Mettez l’appareil en marche à l’aide du sectionneur prin-
cipal 9.
9 Le menu spécique à l’utilisateur est activé. L’option du
menu et sa valeur de réglage apparaissent en alternance
sur l’acheur à 7 segments 38.
 Appuyez sur le bouton de sélection 30 ou 33 pour bascu-
ler entre les options du menu.
1)
Uniquement AC/DC
 Tournez le bouton rotatif 41pour modier la valeur de
réglage.
Menu
nº
Option du menu
Valeurs
de ré-
glage
C00 Achage et réglage de l’ID de torche. Cf. „Ré-
glage ID de torche“ à la page 185
9...45
C01 Limite du courant de soudage pour torche up/
down. Si la limite du courant de soudage est sur
«Marche», le courant de soudage sur le torche
up/down ne peut pas être réglé sur une valeur
plus élevée que celle du réglage sélectionné sur
le panneau de commande.
On-O
C02 Désactivation du message d’erreur E05-00
(pompe à eau) ainsi que de l’appareil de refroi-
dissement par eau via le LorchNet.
Si la désactivation est sur «Marche», le message
d’erreur E05-00 (pompe à eau) ne s’ache plus.
L’appareil de refroidissement par eau ne se
connecte plus non plus via le LochNet.
Cela est utile par exemple lors de l’utilisation
d’un torche automatique sans che ou d’un
appareil de réfrigération sans LorchNet.
On-O
C03 Activation du mode soudage orbital. On-O
C04 On : en cas de court-circuit, le courant de sou-
dage n’est pas relevé au delà du courant de
soudage paramétré sur l’achage (valeur de
consigne).
O : en cas de court-circuit, le courant de sou-
dage est relevé à min. 60 A.
On-O
C05 On : en tapotant brièvement sur la 1ere touche
de torche (démarrage/arrêt), une 2e touche est
simulée (deuxième courant commuté/coupé).
Cela est utile par exemple pour les torche
n’ayant qu’une seule touche.
On-O
C06 On : La réduction du courant (Downslope) est
entièrement réalisée comme cela est paramé-
tré, même en relâchant de manière anticipée la
touche du torche (4e cycle).
O : La réduction du courant (Downslope) est
interrompue en relâchant de manière anticipée
la touche du torche (4e cycle).
On-O
C07 On : surveillance l protecteur activée.
O : surveillance l protecteur désactivée.
La surveillance l protecteur peut être prévue
en option.
On-O
C08 O : en cas d’utilisation d’une télécommande
à pédale, le courant minimum correspond au
courant alternatif (AC) en mode TIG, indépen-
damment du courant de soudage paramétré.
Ø Electrodes 1,0...2,0 mm = 10 A
Ø Electrodes 2,4 mm = 15 A
Ø Electrodes 3,2 mm = 20 A
On : le courant minimum relevé en mode TIG
avec courant alternatif (AC) est désactivé.
On-O
C10 Limite du courant de soudage
0 =
arrêt
I1
Min
...I1
Max
=
marche
0,
I1
Min
...
I1
Max
Tab. 5: Menu spécique à l’utilisateur
 Loading...
Loading...



