Inbetriebnahme
- 14 - 01.21909.2669.9-02
14 Inbetriebnahme
14.1 Schweißverfahren Elektrode
 Wählen Sie mit der Taste 30 das Schweißverfahren Elekt-
rode aus (LED Elektrode DC 33 oder LED Elektrode AC 34
leuchtet).
9 Sie benden sich im Parameter Hauptstrom I1 (LED Haupt-
strom I1 37 leuchtet).
 Stellen Sie mit dem Drehknopf 41 die gewünschte Strom-
stärke ein.
9 Ihr Schweißgerät ist jetzt einsatzbereit.
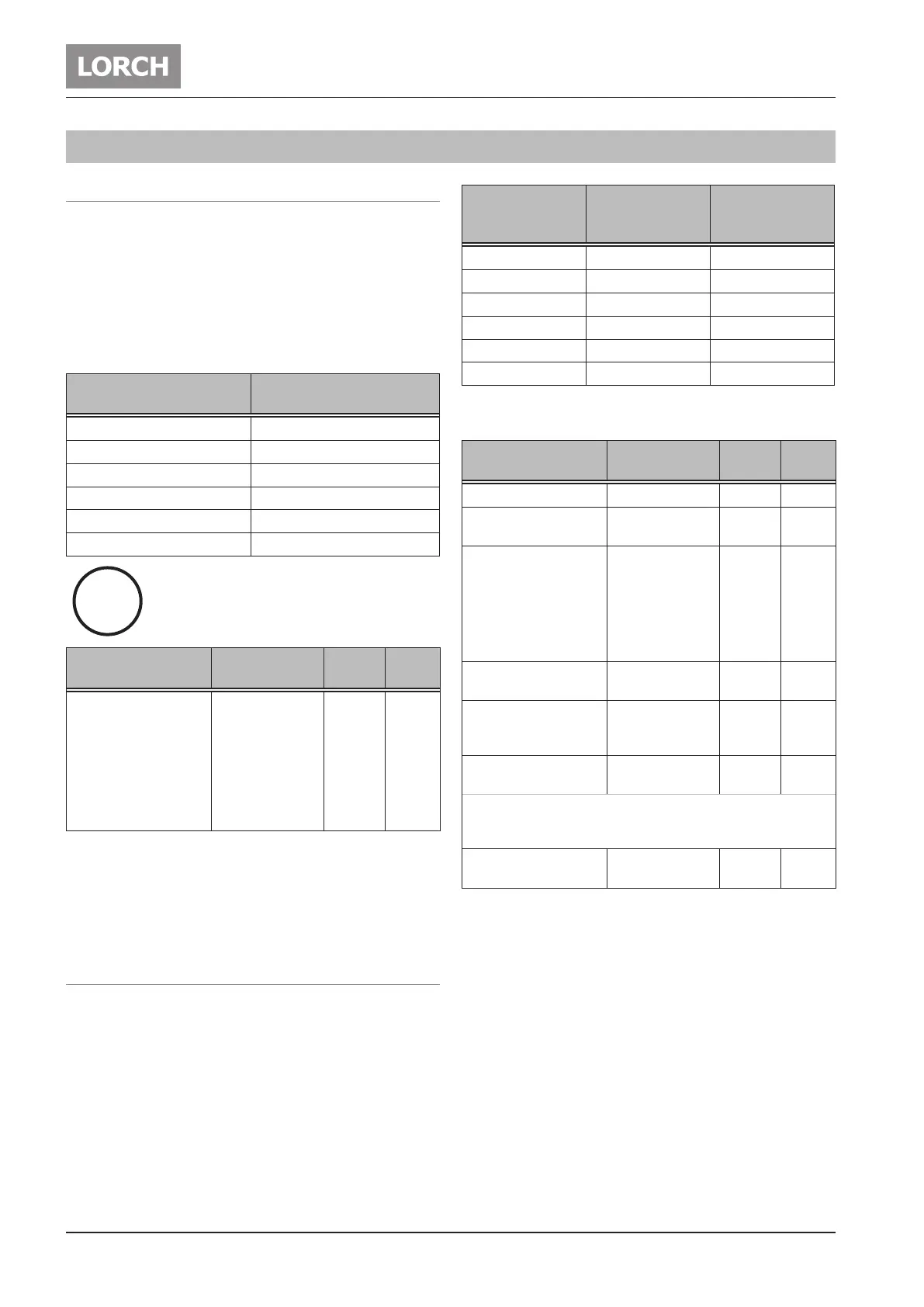
Elektrodendurchmesser
[mm]
empfohlene Stromstärke
[A]
1,5 20 - 40
2,0 35 - 60
2,5 45 - 100
3,2 75 - 140
4,0 130 - 190
5,0 180 - 260
Beachten Sie die Angaben des Elektrodenher-
stellers.
Parameter Bereich
Werks-
einst.
LED/
Code
Hauptstrom I1
100 37
T 180 10 - 150 A
T 220 AC/DC 10 - 170 A
T 220 DC 10 - 180 A
T 250 10 - 200 A
T 300 10 - 200 A
Tab. 1: Hauptparameter
Die werkseitig eingestellten Werte sind durch eine Parameter-
automatik optimiert. Sie können diese Werkseinstellungen für
die meisten Schweißaufgaben unverändert übernehmen.
Weitere Möglichkeiten zur Feineinstellung nden Sie im Kapi-
tel „14.3 Nebenparameter“ auf Seite 15.
14.2 Schweißverfahren WIG
 Wählen Sie mit der Taste 30 das Schweißverfahren WIG aus
(LED WIG DC 31 oder LED WIG AC 32 leuchtet).
 Wählen Sie mit der Taste 47 die gewünschte Betriebsart
aus (LED 2-Takt 44, LED 4-Takt 45 oder LED Pulsen 46 leuch-
tet).
 Drücken Sie die Taste Hauptparameter 48 rechts unten bis
der gewünschte Parameter erscheint (Die entsprechende
LED 35 - 43 leuchtet).
 Stellen Sie mit dem Drehknopf 41 den gewünschten Wert
ein.
9 Ihr Schweißgerät ist jetzt einsatzbereit.
Elektrodendurch-
messer [mm]
empfohlene
Stromstärke DC
[A]
empfohlene
Stromstärke AC
[A]
1,0 3 - 40 5 - 30*
1,6 15 - 130 20 - 90*
2,0 45 - 180 45 - 135*
2,4 70 - 240 70 - 180*
3,2 140 - 320 130 - 250*
4,0 220 - 450 200 - 320*
*) in Abhängigkeit von Elektrodentyp und Einstellung des Pa-
rameters AC-Balance
Parameter Bereich
Werks-
einst.
LED/
Code
Gasvorström-Zeit 0,1 - 10 Sekunden 0,1 35
Stromanstieg
(Upslope)
0 - 99 % 5 36
Hauptstrom I1
100 37
T 180 3 - 180 A
T 220 3 - 220 A
T 250 5 - 250 A
T 300 5 - 300 A
Zweitstrom I2
1 - 200 % vom
Hauptstrom
50 40
Puls-Frequenz
(nur bei Betriebsart
Pulsen)
0,2 - 2000 Hz
(Darstellung
0,2 - 2,0t)
5 39
Stromabsenkung
(Downslope)
0 - 500 % 20 42
In der Betriebsart DC-Pulsen mit Feed oder Control erfolgt eine
Synchronisierung. Die Stromabsenkung beginnt immer mit I2
unabhängig vom aktuellen Zustand I1 oder I2.
Gasnachström-Zeit
Korrektur
20 - 500 % 100 43
Tab. 2: Hauptparameter
Die werkseitig eingestellten Werte sind durch eine Parameter-
automatik optimiert.
Sie können diese Werkseinstellungen für die meisten Schweiß-
aufgaben unverändert übernehmen.
Weitere Möglichkeiten zur Feineinstellung nden Sie im Kapi-
tel „14.3 Nebenparameter“ auf Seite 15.
i
 Loading...
Loading...



