Uruchomienie
- 136 - 01.21909.2669.9-02
14.4 Parametry PowerMaster
Dla palnika PowerMaster serii i-LTG/i-LTW dostępne są dwa
dowolnie zdeniowane miejsca parametrów (PL3 i PL4).
 Wybrać parametr dodatkowy PL3 lub PL4.
9 Na 7-segmentowym wyświetlaczu 8 pojawia się na zmianę
kod PL3 lub PL4 oraz kod wybranego parametru Power-
Master.
 Wybrać za pomocą przycisku obrotowego 41 żądany para-
metr PowerMaster.
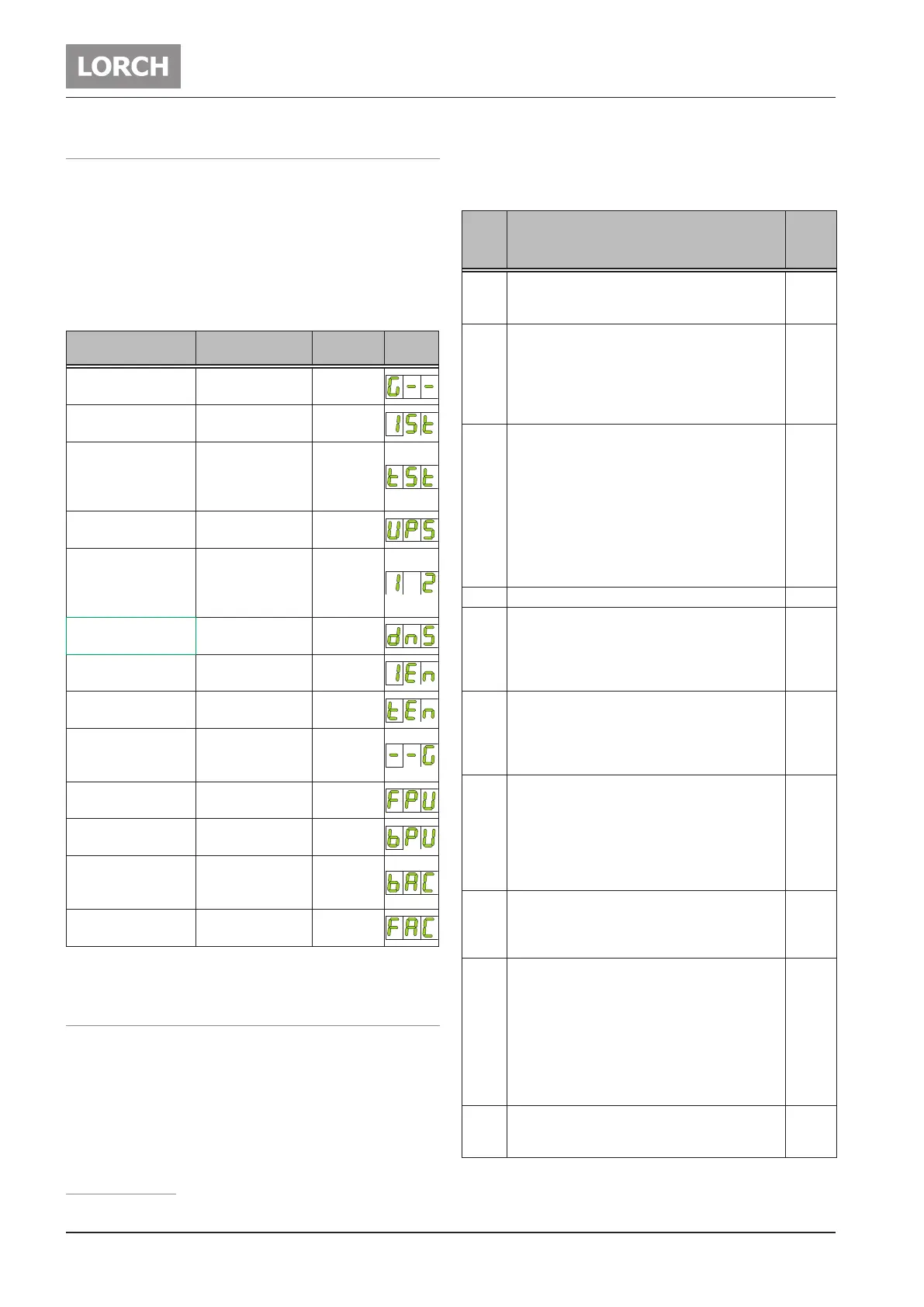
Parametr Przedział
Ustawienie
fabryczne.
Kod
Czas przedłukowego
przepływu gazu
0,1 - 10 sekund 0,1
Prąd startowy IS
5 - 200 % prądu
głównego
50
Czas gorącego star-
tu tS
(tylko w dwutakto-
wym trybie pracy)
0 - 20 sekund 0,1
Wzrost prądu
(Upslope)
0 - 99 % 5
Prąd wtórny I2
1 - 200 % prądu
głównego
Wskazanie w am-
perach
50
Spadek prądu
(Downslope)
0 - 99 % 20
Prąd końcowy IE
5 - 200 % prądu
głównego
25
Czas prądu końcowe-
go tE
0 - 20 sekund 0,2
Skorygowanie czasu
połukowego przepły-
wu gazu
20 - 500 % 100
Częstotliwość impul-
sów
0,2 - 2000 Hz 5
Impuls -współczynnik
trwania impulsu
1 - 99 % prądu
głównego I1
50
Balans AC
1
10 - 90 %
dodatni prąd
spawania
35
Częstotliwość prądu
zmiennego (AC)
1
30 - 200 Hz 60
Tab. 4: Parametry PowerMaster
1)
14.5 Menu dostosowane do potrzeb
użytkownika
 Wyłączyć urządzenie wyłącznikiem głównym 9.
 Nacisnąć lewy przycisk wyboru 30i przytrzymać w tym po-
łożeniu.
 Włączyć urządzenie wyłącznikiem głównym 9.
9 Menu dopasowane do potrzeb użytkownika jest aktywne.
Na wyświetlaczu 7-segmentowym 38 pojawia się na zmia-
nę punkt menu i jego wartość nastawy.
1)
Tylko przy AC/DC
 Nacisnąć przycisk wyboru 30 lub 47, aby przełączać mię-
dzy punktami menu.
 Obrócić pokrętłem 41, aby zmienić wartość nastawy.
Nr
Menu
Punkt menu
Warto-
ścina-
stawy
C00 Wskaźnik i ustawienie numeru identykacyjnego
palnika. Patrz „„Ustawianie numeru identykacyj-
nego palnika“ na stronie 137.
9...45
C01 Ograniczenie prądu spawania dla palnika górne-
go/dolnego. Jeżeli ograniczenie prądu spawania
przełączono na pozycję „On” [Wł.], na palniku
górnym/dolnym nie można ustawić wyższego
prądu spawania, niż wybrano wstępnie w polu
obsługi.
On-O
C02 Deaktywacja komunikatu błędu E05-00 (pompa
wodna) jak również urządzenia chłodzącego z
obiegiem wody LorchNet.
Gdy deaktywacja jest przełączona na „On“, ko-
munikat błędu E05-00 (pompa wodna) już się nie
pojawia. Również urządzenie chłodzące z obie-
giem wody nie włącza się już poprzez LorchNet.
Opcja przydatna na przykład przy zastosowaniu
automatycznego palnika bez wtyczki lub urzą-
dzenia chłodzącego bez LorchNet.
On-O
C03 Uruchomienie trybu spawania orbitalnego. On-O
C04 On: W przypadku zwarcia prąd spawania nie jest
zwiększany poprzez ustawiony na wskaźniku
prąd spawania (wartość zadana).
O: W przypadku zwarcia prąd spawania jest
zwiększany do min 60 A.
On-O
C05 On: Poprzez krótkie wciśnięcie pierwszego
przycisku palnika (Start/Stop) nastąpi symulacja
drugiego przycisku palnika (prąd wtórny włączo-
ny, wyłączony) Przydatne na przykład wtedy, gdy
palnik posiada tylko jeden przycisk.
On-O
C06 On: Następuje, tak jak ustawiono, całkowity
spadek prądu (Downslope), również przy przed-
wczesnym puszczeniu przycisku palnika (4-ty
takt)
O: Przy przedwczesnym puszczeniu przycisku
palnika (4-ty takt), spadek prądu (Downslope)
zostanie zatrzymany.
On-O
C07 On: Kontrola przewodu ochronnego aktywna.
O: Kontrola przewodu ochronnego wyłączona.
Kontrola przewodu ochronnego dostępna jest
opcjonalnie.
On-O
C08 O: W przypadku zastosowania zdalnego stero-
wania nożnego prąd minimalny, niezależnie od
ustawionego prądu spawania, wynosi w trybie
pracy TIG z prądem zmiennym (AC) w przypadku
elektrod Ø 1,0...2,0 mm = 10 A
elektrod Ø 2,4 mm = 15 A
elektrod Ø 3,2 mm = 20 A
On: Zwiększony prąd minimalny w trybie pracy
TIG z prądem zmiennym (AC) jest wyłączony.
On-O
C10 Ograniczenie prądu spawania
0 =
wyl
I1
min
...I1
maks
=
wl
0,
I1
min
...
I1
maks
Tab. 5: Menu dostosowane do potrzeb użytkownika
 Loading...
Loading...





