Starting up
- 39 -
01.21 909.2669.9-02
14.3 Secondary parameters
Danger due to electric shock!
If function HF-ignition is selected, a high ig-
nition voltage is present at the torch.
Never touch the welding electrode or parts
conducting welding current when the de-
vice is switched on.
The secondary parameters are set separately:
 Press the welding process 30 and mode 47 buttons briey
simultaneously.
9 The 7-segment display 38 alternately displays the code of
the secondary parameter and its value.
 Press the main parameter button 48 until the desired pa-
rameter appears.
 Use knob 41 to set the desired value.
 Briey press the welding process 30 or mode 47 button to
end this mode.
9 The changed values are accepted.
For more eective adjustment, all welding
parameters can be changed even during the
welding process.
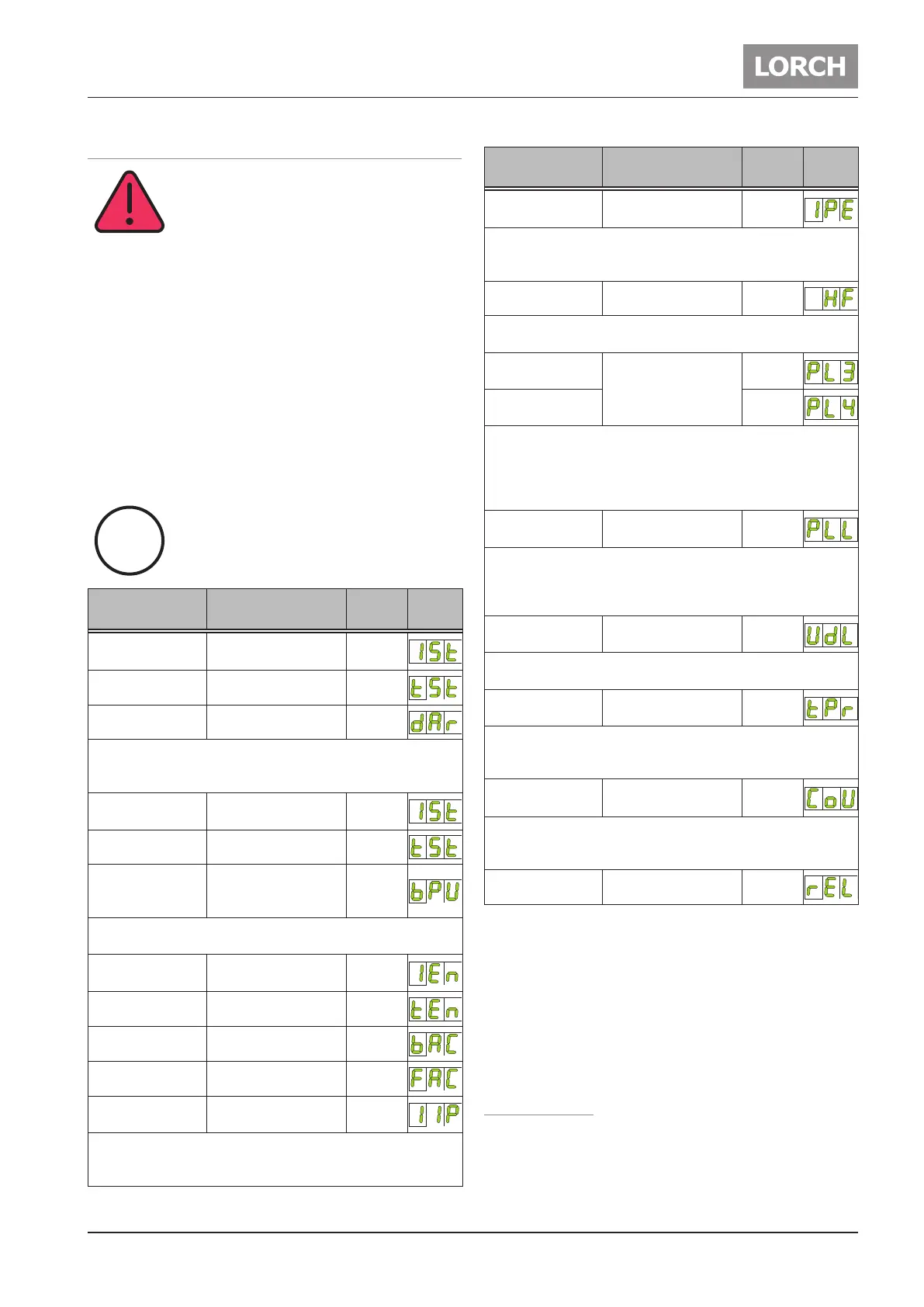
Parameter Range
Factory
setting
LED/
Code
Hotstart IS
1
5 - 200 %
of main current
125
Hotstart time tS
1
0 - 20 sec. 1,0
Arc dynamic
1
0 - 200 % 100
The welding current increases automatically as the welding volt-
age is reduced. The arc dynamic indicates the ratio between the
main current and the automatic increase.
Start current
2
5 - 200 %
of main current
50
Start current time
2
0 - 20 sec. 0,1
Pulse duty factor
2
(only for pulse
mode)
1 - 99 % 50
Indicates the percentage ratio between main current I1 and auxil-
iary current I2. If the value set is 30, the ratio is 30 % I1 to 70 % I2.
Final current
2
5 - 200 %
of main current
25
Final current time
2
0 - 20 sec. 0,2
AC balance
3
10 - 90 % 35
AC frequency
3
30 - 200 Hz 60
Positive current
correction
2, 3, 4
10 - 200 % 100
Ignition using the Positive current is used for optimum dome for-
mation in TIG AC welding. This positive current is preset in the unit
and can be increased or reduced by the quoted percentage.
Parameter Range
Factory
setting
LED/
Code
I
gnition peak
correction
2, 4
10 - 200 % 100
The ignition peak current is set after ignition to provide stabilisa-
tion of the arc. This ignition peak current is preset in the unit and
can be increased or reduced by the quoted percentage.
HF On/O
2
On - O On
HF ignition is a contactless ignition brought about by high-voltage
impulses.
Powermaster LED 3
all Powermaster param-
eters
I2
Powermaster LED 4 -
All Powermaster torches of the i-LTG/i-LTW – series have two free
programmable parameter spaces. Depending on the type of weld-
ing machine and operating mode, dierent parameters can be
selected (please also see „14.4 Powermaster parameters“ on page
40).
Powermaster LED
lock
OFF, ON OFF
ON: mode button at the torch of the i-LTG/i-LTW serie is locked. By
pressing the mode button for 2 seconds, the button is unlocked
for 15 seconds. If the start/stop-button is pressed during these 15
seconds, the mode button is immediately locked.
up / down lock OFF, ON OFF
ON: during the welding (I>0), the up / down buttons at the torches
of the i-LTG/i-LTW-series are locked.
Torch protect
2
OFF, ON OFF
ON: if a torch of the i-LTG/i-LTW –series is used, only a welding
current up to the max. torch strain limit can be adjusted at the
welding machine.
cooling permanent
ON
2
Aut = Auto, On Aut
AUT: water cooling unit (WUK) switches on / o automatically.
ON: after the rst current (I>0) the WUK is switched on and stays
on permanently.
Version info - -
Tab. 3: Secondary parameters
1)
Only for electrode welding process
2)
Only for TIG welding process
3)
Only for TIG welding process
4)
Factory setting for electrodes -Ø 2.4 mm
for electrodes-Ø < 2.4 mm: Reduce parameter value
for electrodes-Ø > 2.4 mm: Increase parameter value
i
 Loading...
Loading...





