Inbedrijfstelling
- 87 -
01.21 909.2669.9-02
14.3 Nevenparameters
Gevaar door elektrische schok!
Bij gekozen functie HF-ontsteken (31) staat
er een hoge ontstekingsspanning op de
toorts.
Raak bij ingeschakeld apparaat nooit de lase-
lektrode of onderdelen die lasspanning voeren
aan.
De nevenparameters worden afzonderlijk ingesteld:
 Druk gelijktijdig kortstondig op de toetsen Lasprocédé 30
en Werkingswijze 47.
9 Op het 7-segmentsdisplay 38 verschijnt afwisselend de
code van de nevenparameter en de waarde daarvan.
 Druk zo vaak op de toets Hoofdparameters 48 tot de ge-
wenste parameter verschijnt.
 Stel met behulp van de draaiknop 41 de gewenste waarde
in.
 Druk kortstondig op de toets Lasprocédé 30 of Werkings-
wijze 47, om deze modus te beëindigen.
9 De gewijzigde waarden worden overgenomen.
Alle lasparameters kunnen ten behoeve van
een eectieve instelling ook tijdens het lassen
worden gewijzigd.
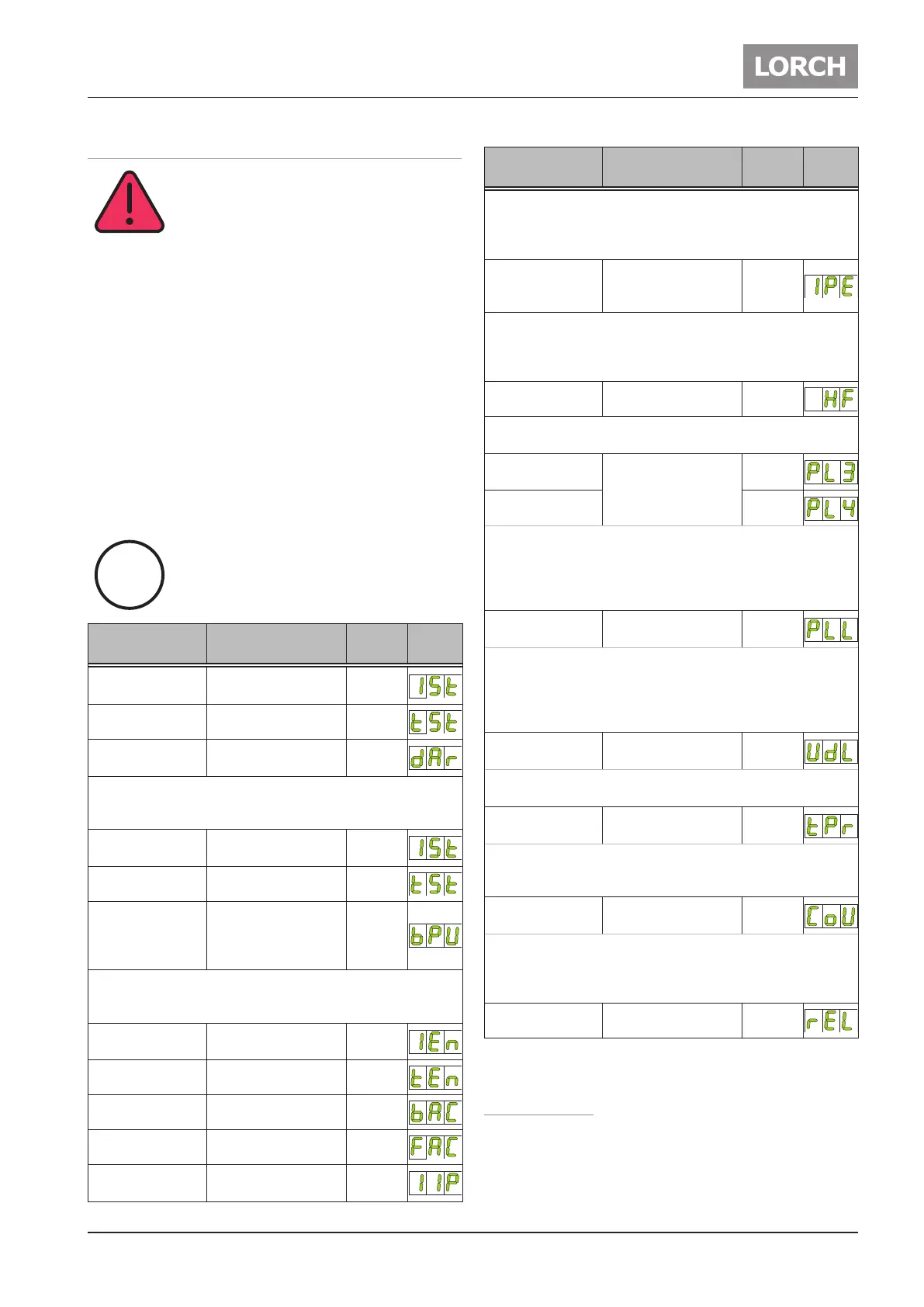
Parameter Bereik
Fabr.
inst.
Code
Hotstart IS
1
5 - 200 % van
hoofdstroom
125
Hotstart-tijd tS
1
0 - 20 seconden 1,0
Vlamboog-dyna-
miek
1
0 - 200 % 100
Bij dalende lasspanning wordt de lasstroom automatisch ver-
hoogd. De vlamboogdynamiek geeft de verhouding tussen hoofd-
stroom en autom. verhoging aan
Startstroom
2
5 - 200 % van
hoofdstroom
50
Startstroomtijd
2
0 - 20 seconden 0,1
Puls-schakelver-
houding
2
(alleen
bij werkingswijze
Pulsen)
1 - 99 % 50
Geeft de procentuele verhouding tussen hoofdstroom I1 en de
tweede lasstroom I2 aan. Bij ingestelde waarde 30 is de verhou-
ding 30 % I1 tot 70 % I2.
Eindstroom
2
5 - 200 % van
hoofdstroom
25
Eindstroomtijd
2
0 - 20 seconden 0,2
AC-balancs
3
10 - 90 % 35
AC-frequentie
3
30 - 200 Hz 60
AC-stroom correc-
tie
2, 3, 4
10 - 200 % 100
Parameter Bereik
Fabr.
inst.
Code
Voor een optimale bolvorming wordt de ontsteking bij het AC-TIG-
lassen met AC-stroom uitgevoerd. De AC-stroom is in het apparaat
vooraf ingesteld en kan met het aangegeven percentage worden
verhoogd of verlaagd
Correctie peak-
stroom voor ontste-
king
2, 4
10 - 200 % 100
Na de ontsteking wordt ter stabilisering van de vlamboog een
ontstekingspeakstroom ingesteld. Deze ontstekingspeakstroom
is vooraf in het apparaat ingesteld en kan met het aangegeven
percentage worden verhoogd of verlaagd.
HF On/O
2
On - O On
HF-ontsteken is contactloos ontsteken door hoogspanningsim-
pulsen.
Powermaster LED 3
Alle PowerMaster para-
meters
I2
Powermaster LED 4 -
Voor de PowerMaster brander van de i-LTG/i-LTW serie zijn twee
vrij toewijsbare parameterplaatsen beschikbaar. Afhankelijk van
het apparaattype en de bedrijfsmodus kunnen verschillende para-
meters worden geselecteerd (zie „14.4 PowerMaster parameters“
op pagina 88).
PowerMaster LED
blokkering (lock)
OFF = Uit, On = Aan OFF
Aan: De Modus-toets bij de brander van de i-LTG/i-LTW serie is ge-
blokkeerd. Door de Modus-toets 2 sec. in te drukken, wordt deze
15 sec. lang gedeblokkeerd. Als tijdens de 15 sec. deblokkering
de Start/Stop-toets wordt ingedrukt, wordt de Modus-toets direct
geblokkeerd
Up/Down blokke-
ring (lock)
OFF = Uit, On = Aan OFF
Aan: De Up/Down-toetsen bij de branders van de i-LTG/i-LTW serie
zijn tijdens het lassen (I>0) geblokkeerd.
Brennerschutz
(Torch protect)
2
OFF = Uit, On = Aan OFF
Aan: Bij gebruik van een brander van de i-LTG/i-LTW serie kan bij
het lasapparaat alleen een lasstroom met de max. belastbaarheid
van de brander worden ingesteld.
Koeling continu
aan
2
Aut = Auto, On = Aan Aut
Uit: de watercirculatiekoeler (WCK) wordt automatisch in-/uitge-
schakeld.
Aan: De WCK wordt na de eerste stroomvloei (I>0) ingeschakeld en
blijft continu ingeschakeld.
Versie-informatie - -
Tab. 3: Nevenparameters
1)
Alleen bij lasprocédé met elektrode
2)
Alleen bij lasprocédé TIG
3)
Alleen bij lasprocédé TIG AC
4)
Fabrieksinstelling voor elektrode-Ø 2,4 mm
bij elektrode-Ø < 2,4 mm: parameterwaarde verlagen
bij elektrode-Ø > 2,4 mm: parameterwaarde verhogen
 Loading...
Loading...





