Início
- 159 -
01.21 909.2669.9-02
14.3 Parâmetros Secundários
Perigo por descarga eléctrica!
Se a função ignição HF for seleccionada, a
tocha apresenta uma alta voltagem.
Não toque nunca nos eléctrodos de soldadura
ou peças que se encontrem sob tensão de sol-
dadura com o aparelho ligado.
Os parâmetros secundários são seleccionados separadamen-
te:
 Pressione os botões de processo de soldadura 30 e o de
modo 47 em simultâneo por breves instantes.
9 O display de 7-segmentos 38 mostra alternadamente o có-
digo do parâmetro secundário e o respectivo valor.
 Pressione o botão 48 até o parâmetro desejado aparecer.
 Use o botão 41 para seleccionar o valor desejado.
 Pressione os botões de processo de soldadura 30 e o de
modo 47 em simultâneo por breves instantes para nalizar
este modo.
9 As alterações de valores foram aceites.
Para um ajuste mais ecaz, todos os parâme-
tros podem ser alterados durante o processo
de soldadura.
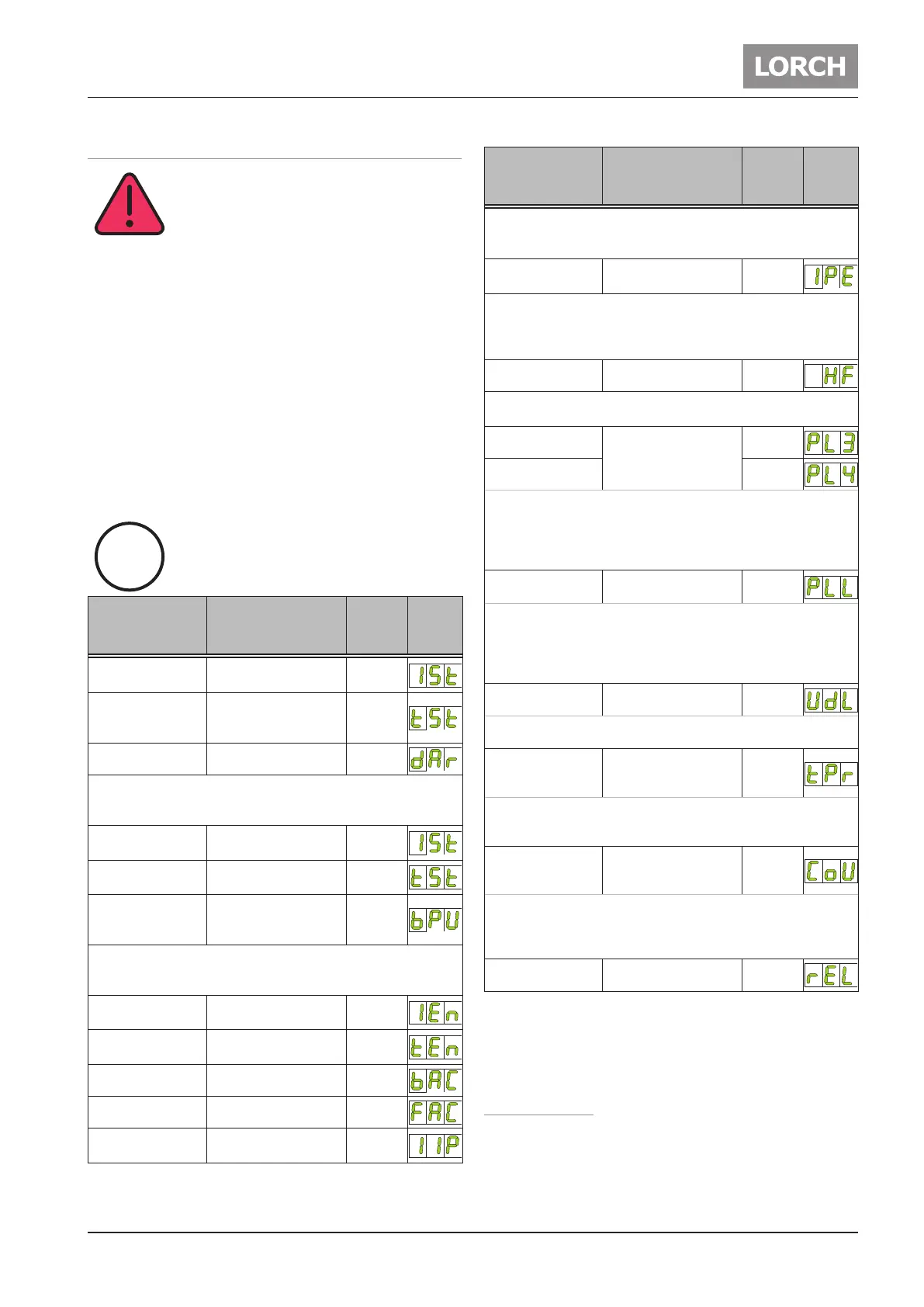
Parâmetros Alcance
Ajuste
de
fábrica
Códi-
go
Hotstart IS
1
(arranque a quente)
5 - 200 % da
corrente principal
125
Hotstart time tS
1
(tempo arranque a
quente)
0 - 20 Segundos 1,0
Arco dinamico
1
0 - 200 % 100
A corrente de soldadura aumenta automaticamente à medida que
a voltagem de soldadura diminui. O arco dinâmico indica o rácio
entre a corrente principal e o aumento automático.
Corrente de inicio
2
5 - 200 % da
corrente principal
50
Temp corrente
inicio
2
0 - 20 Segundos 0,1
Frequência do
pulso
2
(apenas para
modo pulso)
1 - 99 % 50
Indica o rácio de percentagem entre a corrente principal I1 e a
corrente auxiliar I2. Se o valor seleccionado for 30, o rácio é de 30
% I1 para 70 % I2.
Corrente nal
2
5 - 200 % da
corrente principal
25
Tempo corrente
nal
2
0 - 20 Segundos 0,2
AC Tolerancia
3
10 - 90 % 35
AC Frequência
3
30 - 200 Hz 60
Correcção de cor-
rente
2, 3, 4
10 - 200 % 100
Parâmetros Alcance
Ajuste
de
fábrica
Códi-
go
O terminal positivo é usado Para optimizar a soldadura em TIG
AC. Esta corrente de terminal positivo está presente na unidade e
pode ser aumentada ou reduzida percentualmente.
Correcção do pico
de ignição
2, 4
10 - 200 % 100
O pico de corrente de ignição é seleccionada depois da ignição
pata providenciar um arco estável. O pico de corrente de ignição
está presente na unidade e pode ser aumentado ou reduzido
percentualmente.
HF On/O
2
On - O On
A ignição HF é uma ignição por contacto através de impulsos de
alta voltagem.
Powermaster LED 3
todos os parâmetros
PowerMaster
I2
Powermaster LED 4 -
Estão disponíveis dois espaços de parâmetros vazios para o quei-
mador PowerMaster Série i-LTG/i-LTW, que podem ser livremente
ocupados. Consoante o tipo de aparelho e o modo operativo,
podem ser escolhidos diferentes parâmetros (ver „14.4 Parâmetros
PowerMaster“ na página 160).
Bloqueio Power-
Master LED (lock)
OFF = Desligado, On =
Ligado
OFF
On: A tecla de modo no queimador Série i-LTG/i-LTW está blo-
queada. Premindo a tecla de modo durante 2 segundos, ela ca
desbloqueada durante 15 segundos. Se se premir a tecla Start/
Stop durante o desbloqueio de 15 segundos, a tecla de modo ca
automaticamente bloqueada.
Bloqueio Up/Down
(lock)
OFF = Desligado, On =
Ligado
OFF
On: As teclas Up/Down no queimador Série i-LTG/i-LTW estão
bloqueadas durante a soldadura (I>0).
Protecção do
queimador (Torch
protect)
2
OFF = Desligado, On =
Ligado
OFF
On: Em caso de utilização de um queimador Série i-LTG/i-LTW, só
se pode regular no aparelho de soldadura uma corrente de solda-
dura com a máxima capacidade de carga do queimador.
Refrigeração per-
manentemente
ligada
2
Aut = Auto,
On = Ligado
Aut
Aut: O aparelho de refrigeração do circuito de água (WUK) liga-se/
desliga-se automaticamente.
On: O WUK liga-se depois do 1.º uxo de corrente (I>0) e ca liga-
do permanentemente.
Info Versão - -
Tab. 3: Parâmetros Secundários
1)
Apenas para processos de soldadura eléctrodo
2)
Apenas para processos soldadura TIG
3)
Apenas para processos soldadura TIG AC
4)
Ajustes de fábrica para eléctrodos -0 2.4 mm
para eléctrodos -0 < 2.4 mm: Valor de redução de parâmetros
para eléctrodos -0 > 2.4 mm: <valor de aumento de parâmetros
 Loading...
Loading...





