3.
Clean base of boring bar before bar is set up.
Deposits under boring bar will cause
it
to
tilt and
the cylinder will be distorted after boring.
4.
Makean initial roughcut,followed byafinishcut.
Then hone cylinder bore
to
the specified oversize.
Honing Cylinders (Using Precision Hones)
Refer to hone manufacturer’s recommended grit size to
produce specified surface finish of 20 to
40
RMS.
Too
rough of a finish will wear out the rings and cause
excessive oil consumption and too smooth of afinish
can retard piston ring seating.
1.
Position block solidly for either vertical or hori-
zontal honing. Use either a drill press or heavy-
duty drill which operates at approximately 250 to
450
rpm.
2.
Follow hone manufacturer’s instructions for the
use
of
oil or lubricant on stones.
Do
not use
lubricants with a dry hone.
3. Insert hone in bore and adjust stonestofit snugly
to the narrowest section. When adjusted cor-
rectly, the hone should not shake
or
chatter in
cylinder bore, but will drag freely up and dowg
when hone is not running.
4.
Connect drill to honeand start drill. Feel out bore
for high spots, which cause an increased drag on
stones. Move hone up and down in bore with
short overlapping strokes about
40
times per
minute. Usually bottom of cylinder must be
worked out first because it is smaller.
As
cylinder
takes a uniform diameter, move hone up and
down all the way through cylinder bore.
5.
Check diameter of the cylinder regularly during
honing.
A
dial bore gauge
is
the easiest method but
a telescoping gauge can be used. Check size at six
places in bore; measure twice at top, middle and
bottom at 90-degree angles.
6.
Crosshatch formed by the stones should form an
included angle of 23 degrees. This can be
achieved by moving the rotating hone (250 to450
rpm) up and down in cylinder bore about
40
times
per minute.
7.
Clean cylinder bores thoroughly with soap, water
and clean rags.
A
clean white rag should not
become soiled on wall after cleaning is complete.
Do not use a solvent or gasoline since they wash
oil from the walls but leave the metal particles.
8.
Dry crankcase and coat it with oil.
Deglazing Cylinder Bores
Deglaze the cylinder bores if there are no scuff marks
and no wear or out of round beyond specifications
before installing new rings. Deglazing gives a fine
finish, but does not enlarge cylinder diameter,
so
the
original pistons with new rings may still be used.
The reason for deglazing a cylinder is to provide
cavities
to
hold oil during piston ring break-in.
1
L
1.
Wipe cylinder bores with a clean cloth which has
been dipped in clean, light engine oil.
2.
Use a brush type deglazing
tool
with coated
bristle tips
to
produce a crosshatch pattern in the
cylinder bore.
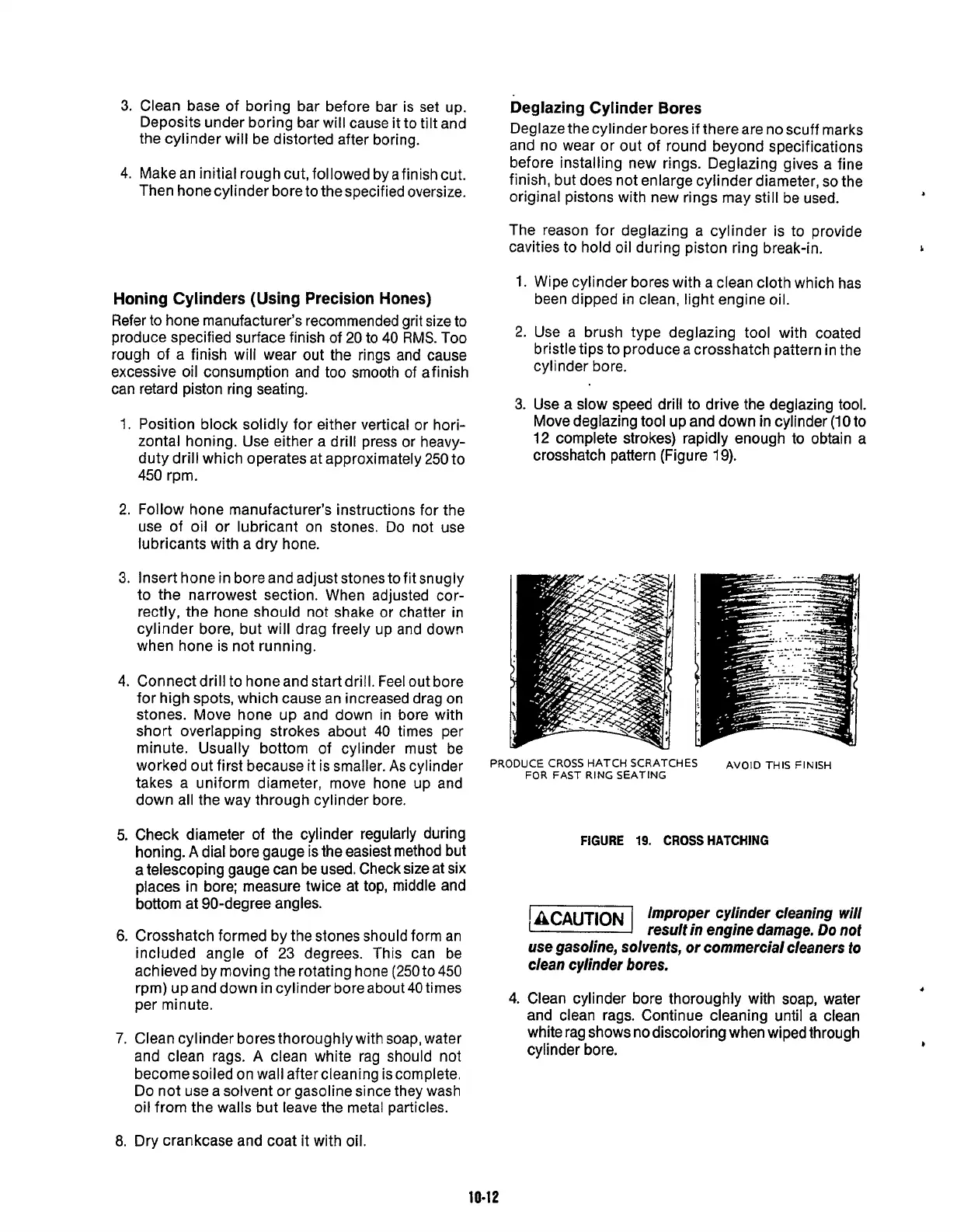
3.
Use a slow speed drill
to
drive the deglazing tool.
Move deglazing tool up and down in cylinder
(10
to
12
complete strokes) rapidly enough to obtain a
crosshatch pattern (Figure
19).
PRODUCE CROSS HATCH SCRATCHES
FOR FAST RING SEATING
AVOID THIS FINISH
FIGURE
I
ACAUTION
19.
CROSS
HATCHING
Improper cylinder cleaning will
result in engine damage.
Do
not
use gasoline, solvents, or commercial cleaners to
clean cylinder bores.
4.
Clean cylinder bore thoroughly with soap, water
and clean rags. Continue cleaning until a clean
white rag shows
no
discoloring when wiped through
cylinder bore.
10-12
Redistribution or publication of this document,
by any means, is strictly prohibited.
 Loading...
Loading...