After allowing three to four minutes for drying, apply the
Locktitefrom the small tube to the mating surfaces
of
the
bearing and the bearing bore. Align the oil holes in the
bearing with the oil holes in the bearing bore (Fig-
ure 22). The oil passage should be at least half open.
Install the bearing flush with the block, using the combi-
nation driver. Wipe
off
any exesss Locktite around the
bearing. Allow at least one hour for hardening at room
temperatu re.
REAR BEARING END PLATE
ALIGN BEARING
OIL
HOLES
WITH OIL HOLES IN
BEARING BORE
THRUST
WASHER
In the rear bearing plate, install the bearing flush to
1
/64
inch
(0.40
mm) below the end of the bore. Be sure
to align the
oil
holes in the bearing with the oil holes in
the bearing bore(Figure 21). The oil passage must be at
least half open. Lubricate bearing after installation.
If
head of lock pin is damaged, use side cutters or Easy
Out
tool
to
remove and install new pin. Oil grooves in
thrust washers must face the cranksahft, and washers
must be flat (not bent). The two notches on each washer
must fit over the two lock pins
to
prevent riding on the
crankshaft (Figure 21).
Lubricate the front main bearing lightly with oil and
insert the crankshaft. With the rear bearing plate gasket
in place and the rear plate bearing lubricated, slide the
thrust washer (grooves toward crankshaft) and plate
overtheendofthecrankshaft. Line up notches ofthrust
washer with lock pins before tightening end plate or
lock pins will be damaged.
CRANKSHAFT
ENDPLAY
FIGURE
21.
BEARINGS
FOR
REAR BEARING PLATE
Engines shipped from the factory have separate thrust
washers and main bearings for both front and rear of
engine. Front bearing replacement part is a one piece
bearing (with attached thrust washer) as shown in
Figure 22.
Do
not add an additional thrust washer
to
this
front bearing.
FRONT MAIN
BEARING BORE
1
IENT
FRONT MAIN
BEARING
FIGURE
22.
FRONT
BEARING INSTALLATION
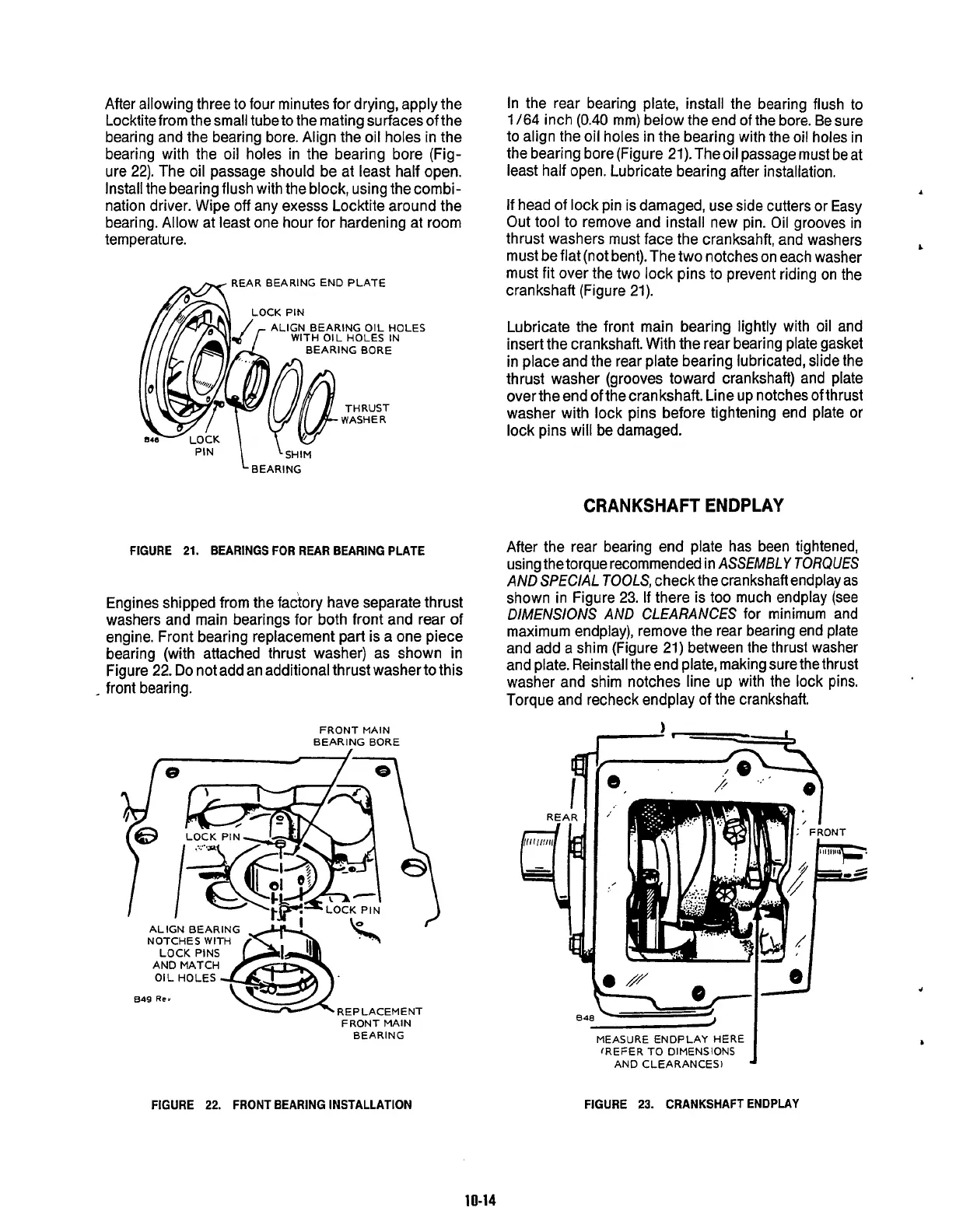
After the rear bearing end plate has been tightened,
using the torque recommended in
ASSEMBLY TORQUES
AND SPECIAL
TOOLS,
check the crankshaft endplayas
shown in Figure 23.
If
there is
too
much endplay (see
DlMENSlONS AND CLEARANCES
for minimum and
maximum endplay), remove the rear bearing end plate
and add a shim (Figure
21)
between the thrust washer
and plate. Reinstall the end plate, making sure the thrust
washer and shim notches line up with the lock pins.
Torque and recheck endplay
of
the crankshaft.
1
MEASURE ENDPLAY HERE
(REFER TO DIMENSIONS
AND CLEARANCES)
FIGURE
23.
CRANKSHAFT ENDPLAY
10-14
Redistribution or publication of this document,
by any means, is strictly prohibited.
 Loading...
Loading...