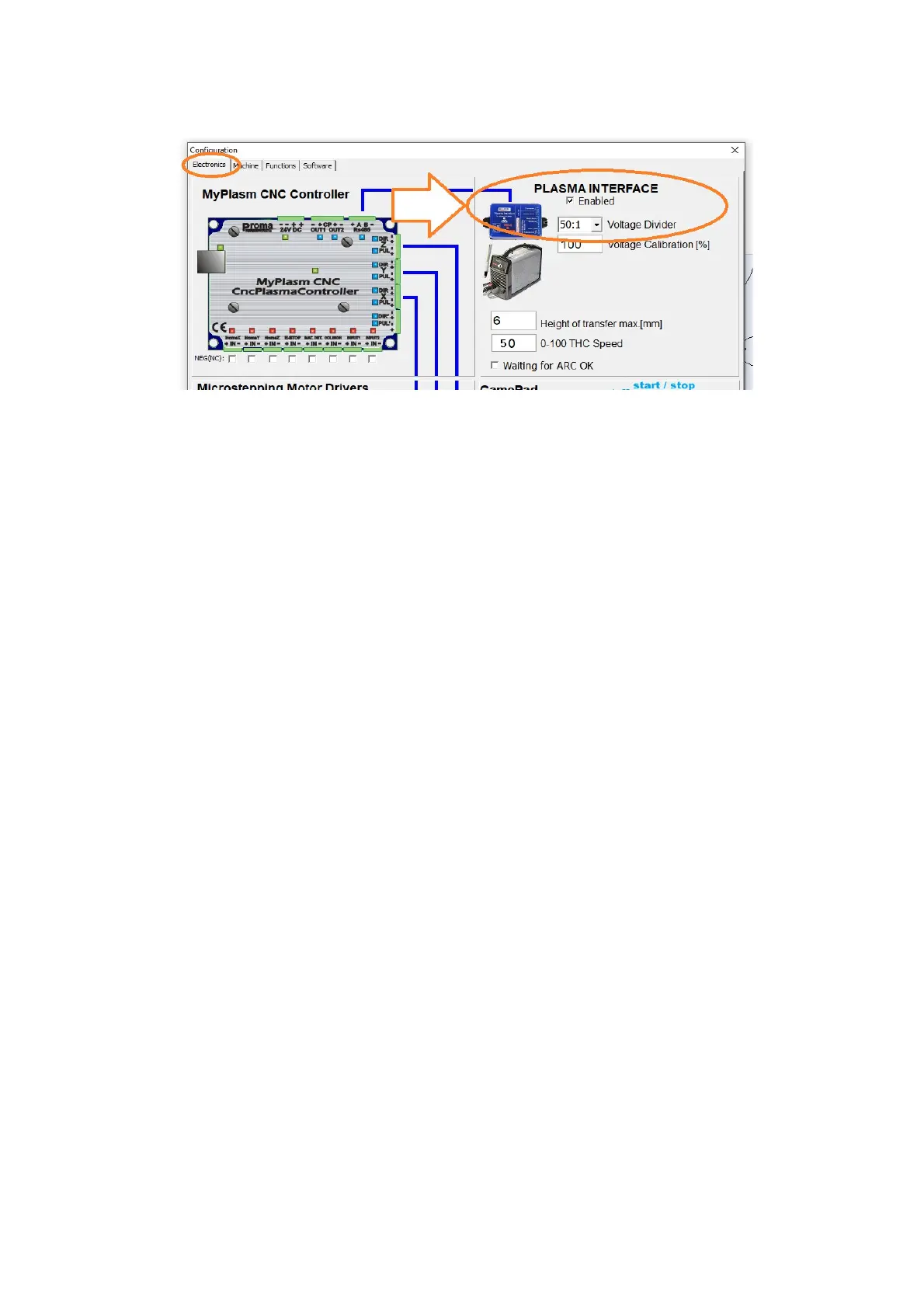
8.4 Interface/source configuration
Depending on the method of connection and voltage division, select
the appropriate multiplier value in the "Electronics" tab :
Voltage divider :
1:1 for cutters without voltage divider, raw arc voltage ( measurement via
high voltage terminals )
20:1 or 50:1 for cutters with voltage divider (measurement via DV low-
voltage terminals)
Voltage calibration % - Adjustment to non-standard ratios ( default 100 )
Transfer height max - Determines the ability of the source / torch to
initiate an arc - this parameter determines the maximum distance of the
nozzle above the material at which the source is able to initiate the main
arc. The system will limit the transfer height to this height. For example :
when the piercing height of thick material is set to 10mm and the Transfer
max is set to 6mm then the arc will be initiated at 6mm and then
"stretched" to 10mm. For lower piercing height values the parameter will
be ignored.
THC speed - Speed at which the cutting height is corrected by the THC
controller ( automatic height control based on arc voltage analysis ). A
value of 0-100 can be assigned rigidly, or by adding the % symbol at the
end ( 50% for example ), the speed will be proportionally calculated from
the cutting speed.
The best cut quality is achieved with as low a THC reaction speed as
possible, but sufficient to correct the height of the torch over uneven
material.
Wait for ARC OK feedback - When the plasma arc is switched on, the
system waits for a stable ARC voltage measurement ( detection of the
main arc ) before starting XY movement. For the first tests - disabled.
26