5
08/2005 ShopTurn Functions
5.3 Turnin
5
♥ Siemens AG, 2005. All rights reserved
SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition 5-195
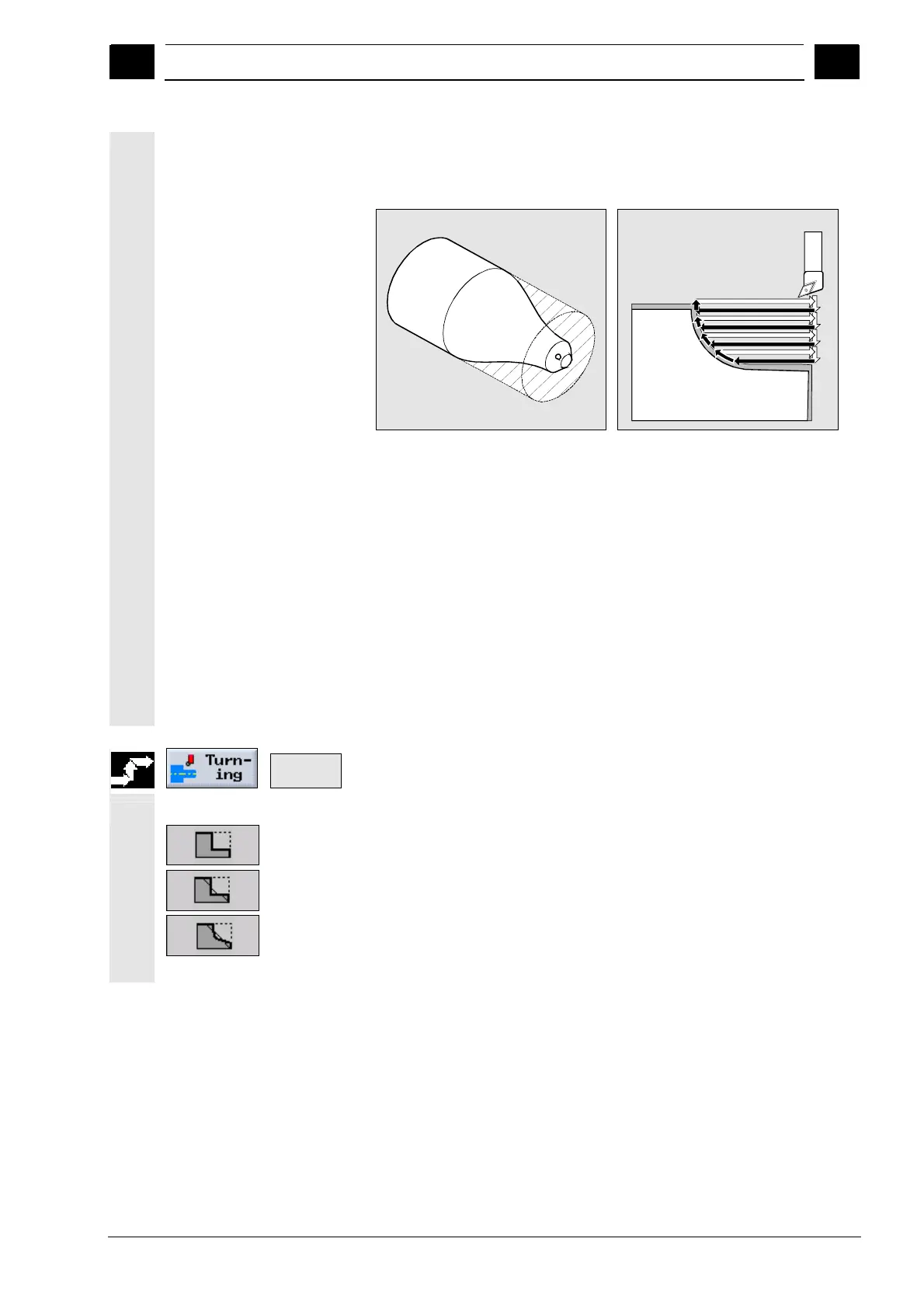
Finishing
Finishing is performed in the same direction as roughing.
ShopTurn automatically selects and deselects tool radius
compensation during finishing.
Longitudinal stock removal from external
contour
Paraxial roughing
Approach/retraction
1. The tool is moved at rapid traverse first to the return plane and
then to the safety clearance.
2. The tool moves to the first infeed depth at rapid traverse.
3. The first cut is made at machining feedrate.
4. The tool rounds the contour at machining feedrate or is raised at
rapid traverse (see "Roughing").
5. The tool is moved at rapid traverse to the starting point for the next
infeed depth.
6. The next cut is made at machining feedrate.
7. Steps 4 to 6 are repeated until the final depth is reached.
8. The tool moves back to the safety clearance at rapid traverse.
Stock
Removal >
¾ Press the "Turning" and "Stock Removal" soft keys.
¾ Select one of the three stock removal cycles with the soft key:
Simple stock removal cycle straight line
-or-
Stock removal cycle straight line with radii or chamfers
-or-
Stock removal cycle with oblique lines, radii or chamfers
 Loading...
Loading...

















