5
ShopTurn Functions 08/2005
5.3 Turnin
5
♥ Siemens AG, 2005. All rights reserved.
5-196 SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition
Parameters Description Unit
T, D, F, S, V See Sec. "Creating program blocks".
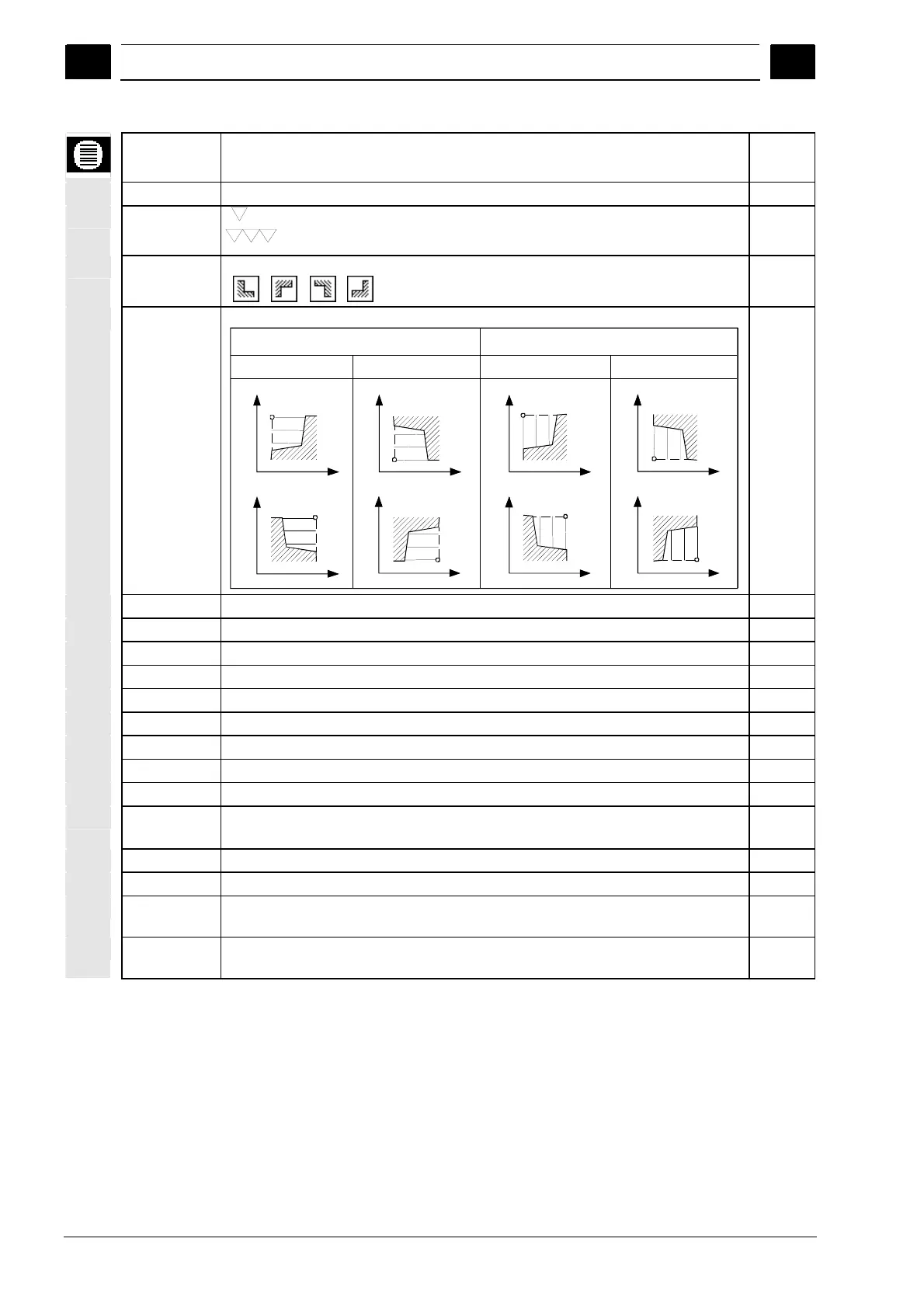
Machining
type
Roughing
Finishing
Position Roughing position:
Direction Roughing direction (flat or lengthwise) in the coordinate system:
parallel to Z axis
(longitudinal)
Outside Inside
Outside Inside
parallel to X axis (plane)
X
Z
X
Z
X
Z
X
Z
X
Z
X
Z
X
Z
X
Z
X0
Reference point ¬ (abs)
mm
Z0 Reference point (abs) mm
X1
End point ¬ (abs) or end point (inc)
mm
Z1 End point (abs or inc) mm
D Infeed depth (inc) – (for roughing only) mm
UX Final machining allowance in X direction (inc) – (for roughing only) mm
UZ Final machining allowance in Z direction (inc) – (for roughing only) mm
FSn Chamfer (n=1 to 3) alternative to Rn mm
Rn Radius (n=1 to 3) alternative to FSn mm
Xm-Zm-α1-α2 Select which of the parameters Xm, Zm, α1 and α2 should be displayed – (only for
stock removal cycle with oblique lines, radii and chamfers)
Xm
Intermediate point ¬ (abs) or intermediate point (inc)
mm
Zm Intermediate point (abs or inc) mm
α1
Angle of first path (only for stock removal cycle with oblique lines, radii and
chamfers)
Degrees
α2
Angle of second path (only for stock removal cycle with oblique lines, radii and
chamfers)
Degrees
 Loading...
Loading...

















