09.01 6. Tool Offsets
© Siemens AG, 2001. All rights reserved
6-35
SINUMERIK 802D Milling ISO Dialect M (ISF) - Edition 09.01
Cutter Radius Path Offset, G41/G42
N10 G1 G17 G41 D8 X... Y... Z... F500
G41 Call the path offset; tool in travel direction at
the left-hand side of the contour
G42 Call the path offset; tool in travel direction at
the right-hand side of the contour
G40 Deselect the path offset
At least one axis of the selected working plane (G17 to
G19) must be programmed in the NC block with
G40/G41/G42.
The selection and deselection of the cutter radius offset
must be made in a program block using G0 or G1.
The offset acts only in the programmed working plane
(G17 to G19).
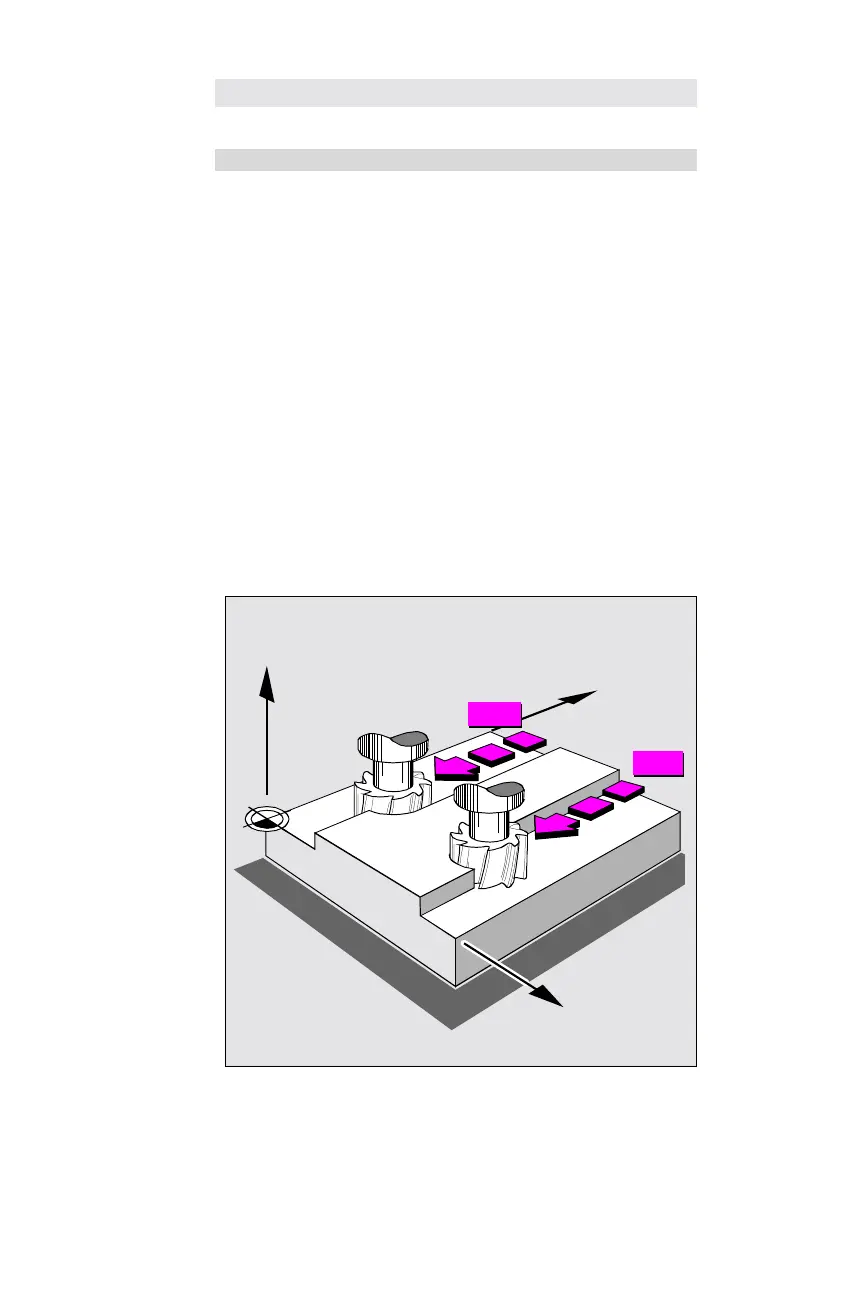
Z
Y
X
G41
G42
Cutter radius offset to the left or right of the programmed path