No. Parameter
mask
Parameter
internal
Data type Meaning
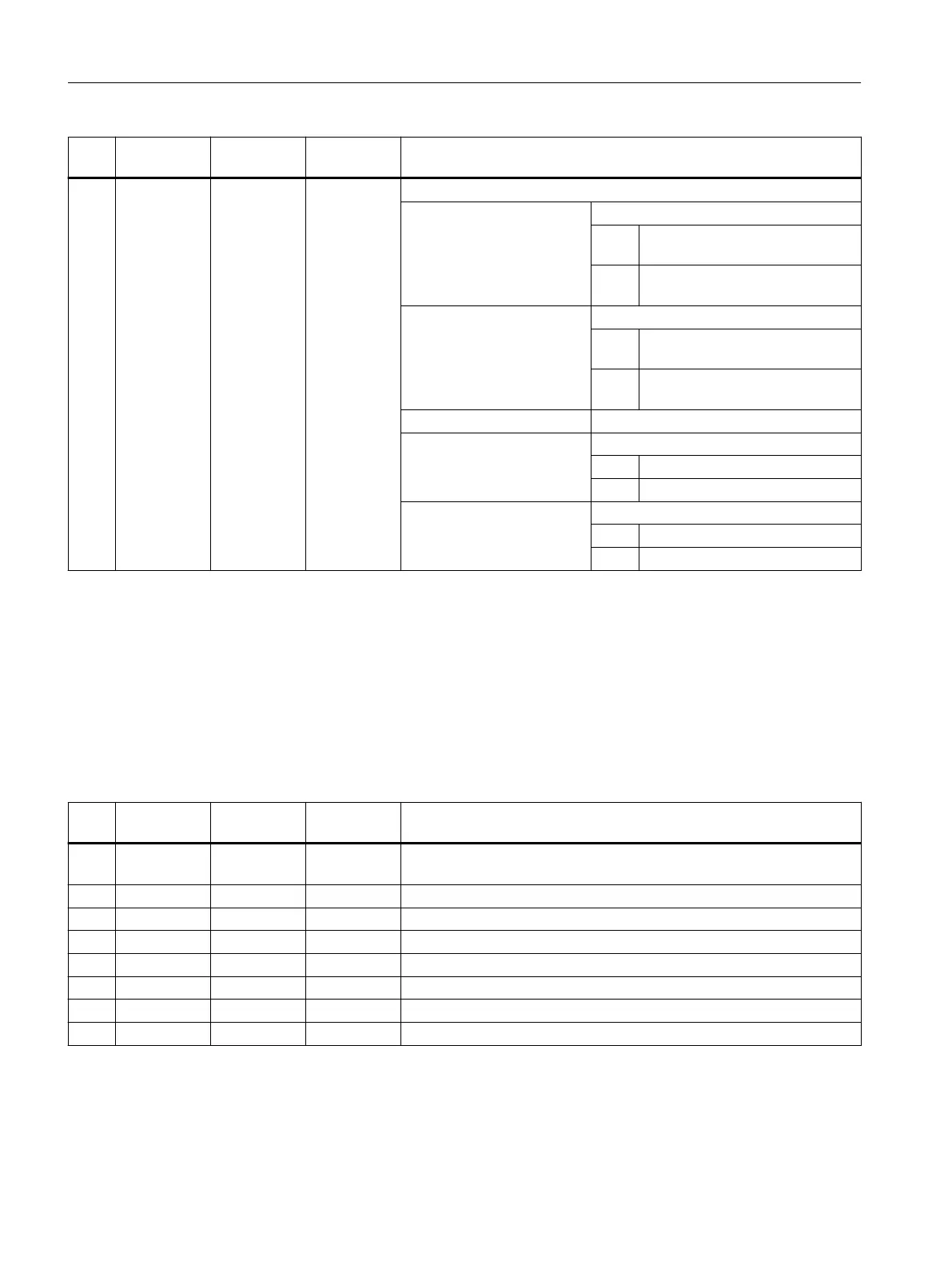
21 <_AMODE> INT Alternative mode
UNITS: Depth for speed reduction (<_DIAG1>)
0 = Absolute, value of transverse ax‐
is in the diameter
1 = Incremental, value of transverse
axis in the radius
TENS: Final depth (<_DIAG2>)
0 = Absolute, value of transverse ax‐
is in the diameter
1 = Incremental, value of transverse
axis in the radius
HUNDREDS: Reserved
THOUSANDS: Radius/chamfer (<_RC>)
0 = Radius
1 = Chamfer
TEN THOUSANDS: Spindle speed / cutting rate (<_SV1>)
0 = Constant spindle speed
1 = Constant cutting rate
3.25.1.28 CYCLE95 - contour cutting
Syntax
CYCLE95(<NPP>, <MID>, <FALZ>, <FALX>, <FAL>, <FF1>, <FF2>, <FF3>,
<_VARI>, <DT>, <DAM>, <_VRT>, <_GMODE>, <_DMODE>)
Parameters
No. Parameter
mask
Parameter
internal
Data type Meaning
1 CON <NPP> STRING
[140]
Contour name
2 D <MID> REAL Maximum depth infeed during roughing, see <_GMODE>
3 UZ <FALZ> REAL Finishing allowance in Z
4 UX <FALX> REAL Finishing allowance in X
5 U <FAL> REAL Finishing allowance parallel to contour (effective in both axes)
6 F <FF1> REAL Feedrate for roughing
7 FY <FF2> REAL Insertion feedrate, relief cuts
8 FS <FF3> REAL Finishing feedrate
Work preparation
3.25 Programming cycles externally
NC programming
1078 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0

 Loading...
Loading...














