● A-D: DIN thread undercut (forms A-D)
● T: Thread undercut (free definition of form)
Syntax
CYCLE940(<_SPD>, <_SPL>, <_FORM>, <_LAGE>, <_SDIS>, <_FFP>, <_VARI>,
<_EPD>, <_EPL>, <_R1>, <_R2>, <_STA>, <_VRT>, <_MID>, <_FAL>,
<_FALX>, <_FALZ>, <_PITI>, <_PTAB>, <_PTABA>, <_DMODE>, <_AMODE>)
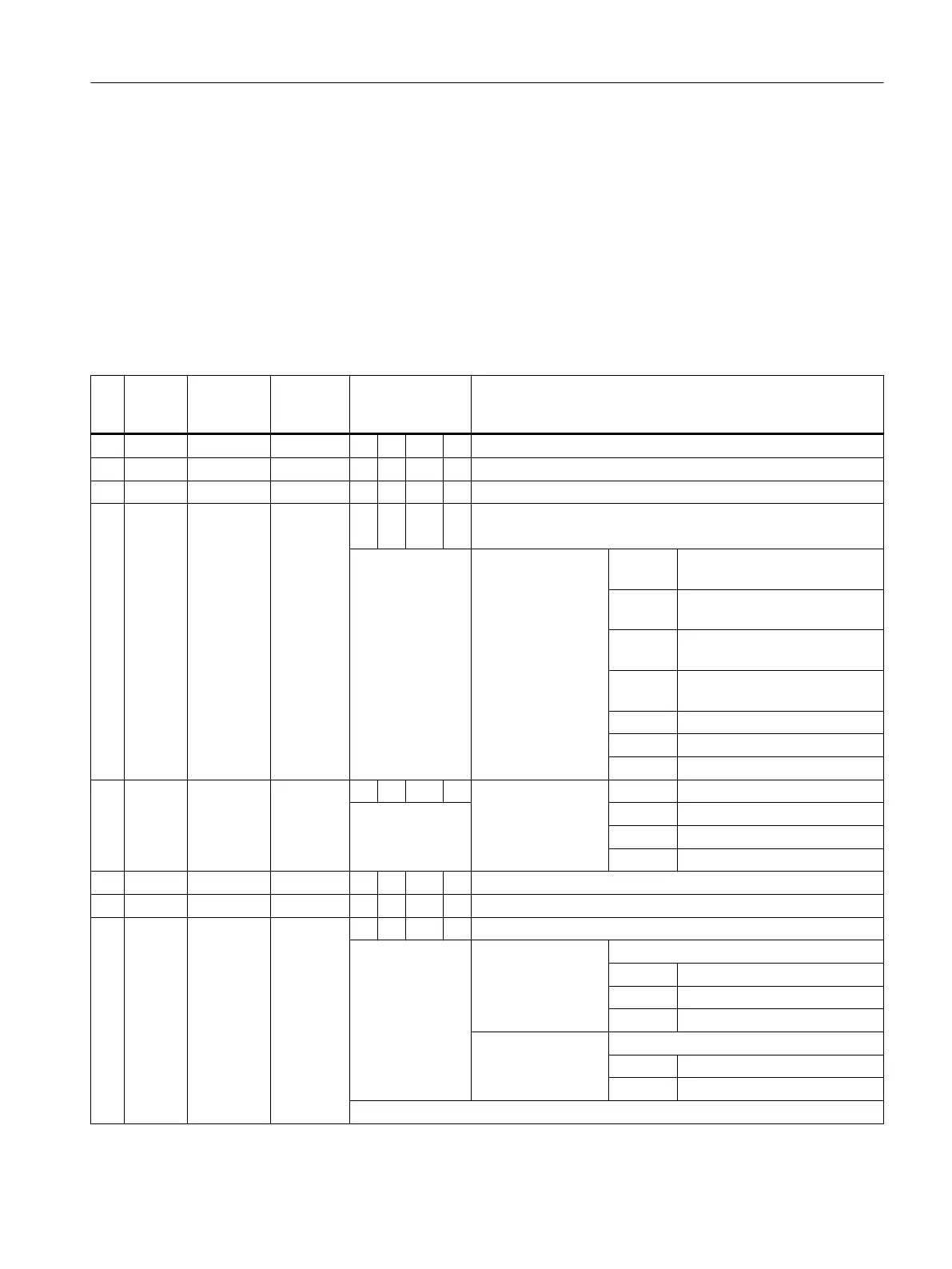
Parameters
No
.
Param‐
eter
mask
Parameter
internal
Data type Prog. for form Meaning
E F A-D T
1 X0 <_SPD> REAL x x x x Reference point in the plane axis (always diameter)
2 Z0 <_SPL> REAL x x x x Reference point on longitudinal axis (abs)
3 FORM <_FORM> CHAR x x x x Form of undercut (capital letters, e.g. "T")
Selection, table from which the undercut values should be taken
A = External, reference DIN76,
A = normal
B = External, reference DIN76,
B = short
C = Internal, reference DIN76,
C = normal
D = Internal, reference DIN76,
D = short
E = Reference DIN509
F = Reference DIN509
T= Free-form
4 POSI‐
TION
<_LAGE> INT x x x x Position of under‐
cut (parallel Z)
0 = External +Z: \____|
1 = External -Z: |____/
2 = Internal +Z: /-----|
3 = Internal -Z: |-----\
5 SC <_SDIS> x x x x Safety clearance (inc)
6 F <_FFP> x x x x Machining feedrate (mm/rev)
7 <_VARI> INT - - x x Machining type
UNITS: Machining
1 = Roughing
2 = Finishing
3 = Roughing + finishing
TENS: Machining strategy
0 = Parallel to the contour
1 = Longitudinal
Undercut forms E and F are always machined in a single pass like finishing.
Work preparation
3.25 Programming cycles externally
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 1119

 Loading...
Loading...














