27
SOUDURE TIG
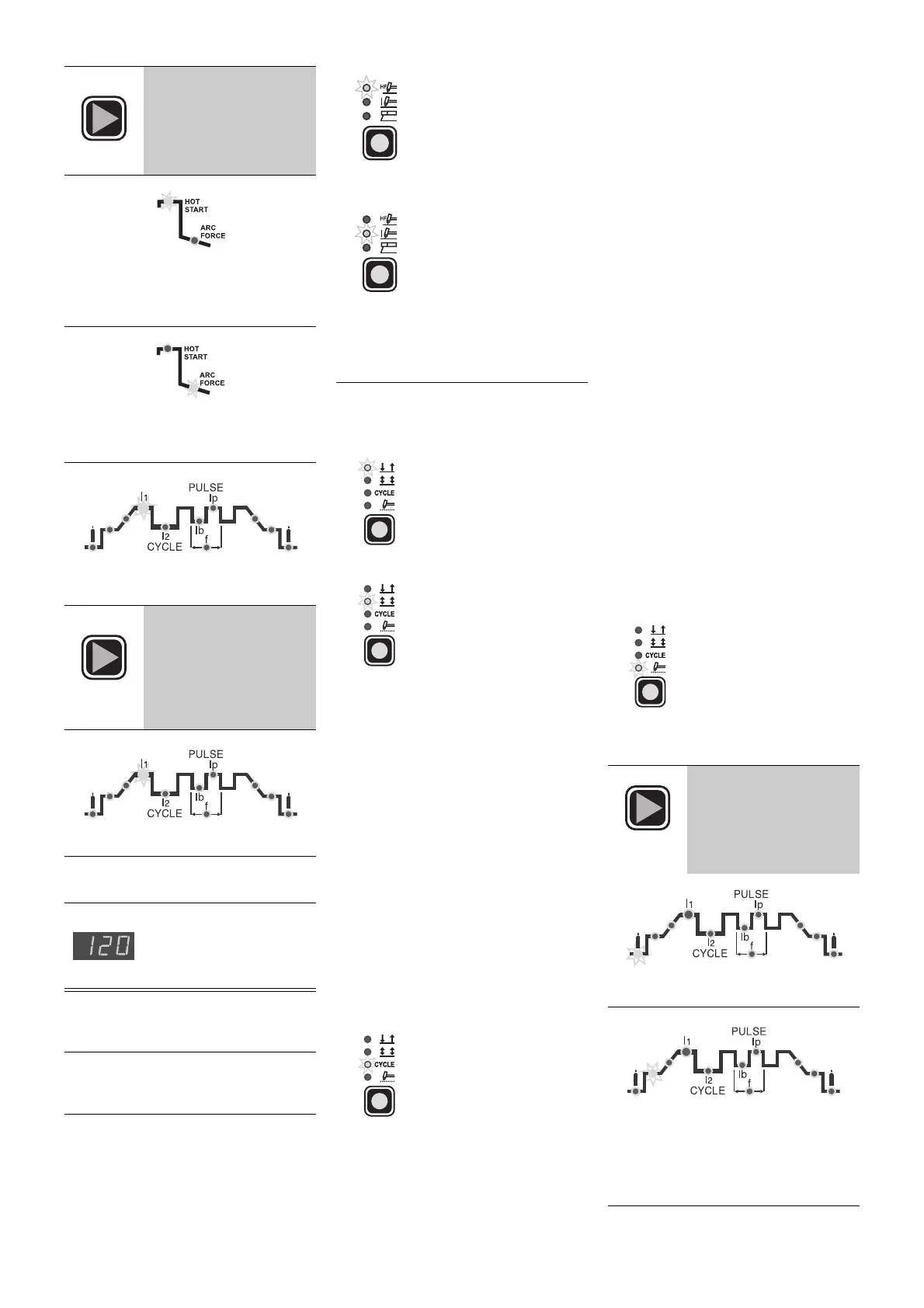
3)
Si vous appuyez suc-
cessivement sur la tou-
che
SET
vous pouvez
configurer les paramè-
tres de soudage sui-
vants:
• HOT START (0 ÷ 100): fournit un pic
de courant qui facilite l’amorçage de
l’arc et la formation du cratère idéal
de soudure
• ARC FORCE (0 ÷ 100): augmente
l’énergie d’arc en conditions de sou-
dure lourde
• COURANT PRINCIPAL de soudage
I
1
(5 ÷ 250 A)
4)
Pour sortir de la phase
de configuration des
paramètres de sou-
dage: appuyez sans la
lâcher sur la touche
SET
pendant environ 1
seconde
•Le DEL VERT
I
1
est éclairé
5)
Vous pouvez alors effectuer le sou-
dage
6)
Pendant le soudage,
l'afficheur numérique
montre le courant réel
utilisé
1)
Mettez en fonction la soudeuse en
faisant pivoter l’interrupteur de ligne
sur
I
2)
Appuyez sur la touche "procédé de
soudage" et placez-vous sur:
•
TIG "HF"
pour le sou-
dage TIG avec amorce
haute fréquence
OU
•
TIG
type
"lift"
pour le
soudage TIG de type
"lift"
sans haute fré-
quence
ATTENTION:
l'amorce correcte de type
"lift"
s'effectue en n'appuyant sur la
touche de la torche qu'après avoir tou-
ché avec l'électrode la pièce à souder
3)
Appuyez sur la touche "mode de
soudage" et placez-vous sur une
des 4 options disponibles:
•
2 TEMPS
Si vous appuyez sur la
touche torche vous
effectuez le cycle de
soudage TIG, si vous la
lâchez vous terminez le
soudage
•
4 TEMPS
Le soudage TIG se pro-
duit de la façon suivante:
A)
si vous appuyez sur
la touche torche
vous amorcez l'arc et
le courant conserve
sa valeur INITIALE
B)
si vous lâchez la tou-
che torche, vous
effectuez l'INCLINAI-
SON VERS LE
HAUT (s'il y en a
une) et le courant
PRINCIPAL se porte
sur la valeur
I
1
C)
si vous appuyez sur
la touche torche
vous effectuez
l'INCLINAISON
VERS LE BAS (s'il y
en a une) et le cou-
rant se porte sur sa
valeur FINALE (cou-
rant de cratère)
D)
si vous lâchez la tou-
che le cycle de sou-
dage se termine
•
CYCLE
Le soudage TIG, lorsque
cette fonction est acti-
vée, se produit de la
façon suivante:
• si vous appuyez sur la
touche torche vous
amorcez l'arc et le
courant conserve sa
valeur INITIALE
• si vous lâchez la tou-
che torche, vous
effectuez l'INCLINAI-
SON VERS LE HAUT
(s'il y en a une) et le
courant se porte sur
sa valeur PRINCI-
PALE (
I
1
)
• si vous appuyez sur la
touche torche et vous
la relâchez après
moins de 1 seconde,
le courant de sou-
dage se porte sur sa
valeur DE CYCLE (
I
2
);
si vous répétez l'opé-
ration, vous pouvez
vous déplacez un
nombre illimité de fois
entre les deux niveaux
de courant (
I
1
,
I
2
)
• si vous appuyez sans
lâcher la touche tor-
che (pendant plus de
2 secondes) vous
effectuez l'INCLINAI-
SON VERS LE BAS
(s'il y en a une) et le
courant se porte à sa
valeur FINALE (cou-
rant de cratère)
• si vous lâchez la tou-
che torche, le cycle de
soudage se termine
•
POINTAGE
Permet d'effectuer, en
appuyant sur la touche
torche, le pointage pen-
dant une durée pré-éta-
blie (en secondes), au
terme de laquelle l'arc
s'éteint automatique-
ment
4)
Si vous appuyez suc-
cessivement sur la tou-
che
SET
vous pouvez
configurer les paramè-
tres de soudage sui-
vants:
Temps de PRÉ-GAZ (0,05 ÷ 1 sec)
COURANT INITIAL de soudage (5 ÷
250 A)
ATTENTION:
programmable unique-
ment avec les fonctions
4 TEMPS
ou
CYCLE
activées
 Loading...
Loading...









