76
tet eller skadar annan elektrisk appara-
tur.
När det är nödvändigt att ansluta svets-
föremålet till jorden, är det nödvändigt
att utföra en direkt anslutning mellan
svetsföremål och jordad källa. I länder
där denna förening inte är tillåten, förena
svetsföremålet till jorden med lämpliga
kondensatorer enligt nationella normer.
Svetsnings-
parametrar
OBSERVERA: Parametrarna som
visas på de avbildade displayerna är
endast indikativa.
VISNING AV PROGRAMVERSIONEN
MATRIX 250 HF
är försedd med en digi-
talkontroll med program som bestäms
av fabriken. Detta program förbättras
ständigt. Programmet identifieras av ett
speciellt nummer som visas på dis-
playen på följande sätt:
SELEKTRODSVESNING (MMA)
TIG SVETSNING
1)
Tryck och håll tangen-
ten
SET
nedtryckt
2)
Sätt igång svetsmaskinen genom att
vrida linjebrytaren till läge
I
3)
Under några sekunder
visas programtypen på
displayen (es. b.01)
1)
Sätt igång svetsmaskinen genom att
vrida linjebrytaren till läge
I
2)
Tryck på tryckknappen "svetsnings-
process"och positionera dig på:
•
ELEKTROD
för svets-
ning av basiska elektro-
der med automatiska
"arc force"
och
"hot
start"
anordningar
3)
Genom att trycka flera
gånger på tryckknap-
pen
SET
är det möjligt
att ställa in följande
svetsningsparametrar:
• HOT START (0 ÷ 100): ger toppström
som förenklar bågbildning Samt bild-
ning av ideal svetskrater
• ARC FORCE (0 ÷ 100): ökar kraftbå-
gen i svår svetsning
• HUVUDSTÖM svetsning
I
1
(5 ÷ 250
A)
4)
För att lämna fasen för
inställning av svets-
ningsparametrar ska
man hålla tangenten
SET
nedtryckt under
ca 1 sekund
• DEN GRÖNA LED
I
1
lyser
5)
Nu kan man utföra svetsning
6)
Under svetsningspro-
cessen visar digitaldis-
playen den verkliga för-
brukade strömmen
1)
Sätt igång svetsmaskinen genom att
vrida linjebrytaren till läge
I
2)
Tryck på tryckknappen "svetsnings-
process" och positionera dig på:
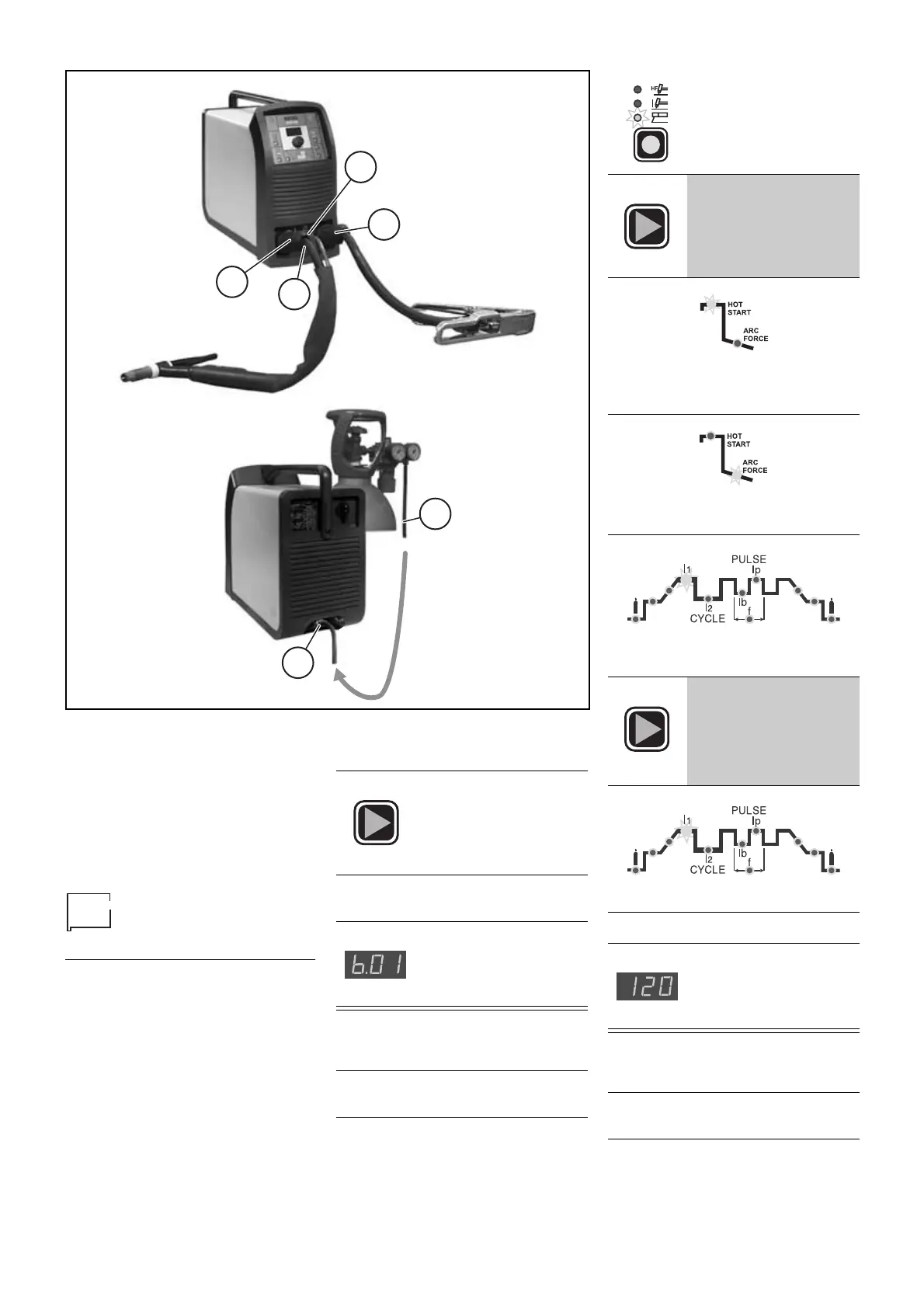
2
1
5
5
3
4
Fig. D