7
SALDATURA TIG
• CORRENTE PRINCIPALE di salda-
tura
I
1
(5 ÷ 250 A)
4)
Per uscire dalla fase di
impostazione dei para-
metri di saldatura,
tenere premuto il tasto
SET
per un tempo di
circa 1 secondo
• Il LED VERDE
I
1
è acceso
5)
A questo punto è possibile effet-
tuare la saldatura ELETTRODO
desiderata
6)
Durante il processo di
saldatura, il display
digitale visualizza
l’effettiva corrente uti-
lizzata
1)
Mettere in funzione la saldatrice
ruotando l’interruttore di linea sulla
posizione
I
2)
Premere il pulsante “processo di
saldatura” e posizionarsi su:
•
TIG “HF”
per la salda-
tura TIG con innesco
alta frequenza
OPPURE
•
TIG
tipo
“lift”
per la sal-
datura TIG tipo
“lift”
senza alta frequenza
ATTENZIONE:
il corretto innesco tipo
“lift”
si effettua premendo il pulsante
della torcia solo dopo aver toccato con
l’elettrodo il pezzo da saldare
3)
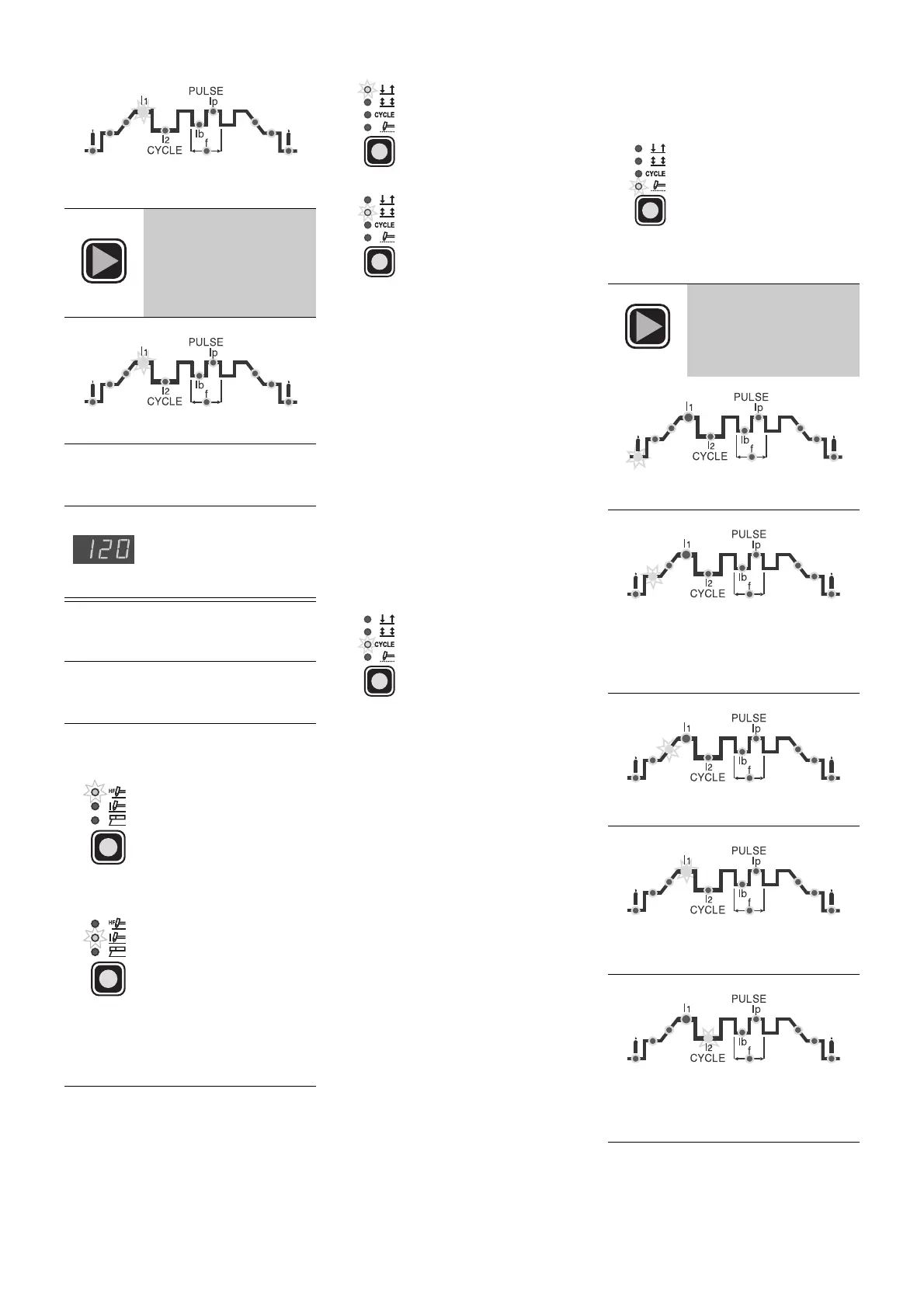
Premere il pulsante “modo di salda-
tura” e posizionarsi su una delle 4
opzioni disponibili:
•
2 TEMPI
Premendo il pulsante
torcia si effettua il ciclo
di saldatura in TIG men-
tre rilasciandolo termina
la saldatura
•
4 TEMPI
La saldatura TIG
avviene nel seguente
modo:
A)
premendo il pul-
sante torcia si inne-
sca l’arco e la cor-
rente rimane al
valore INIZIALE
B)
Rilasciando il pul-
sante torcia viene
effettuato lo SLOPE
UP (se presente) e la
corrente PRINCI-
PALE si porta al
valore
I
1
C)
Premendo il pulsante
torcia viene effet-
tuato lo SLOPE
DOWN
(se presente)
e la corrente si porta
al valore FINALE
(corrente di cratere)
D)
Rilasciando il pul-
sante si conclude il
ciclo di saldatura
•
CYCLE
La saldatura TIG, con
questa funzione attiva,
avviene nel seguente
modo:
• premendo il pulsante
torcia si innesca l’arco
e la corrente rimane al
valore INIZIALE
• rilasciando il pulsante
torcia viene effettuato
lo SLOPE UP (se pre-
sente) e la corrente si
porta al valore PRIN-
CIPALE (
I
1
)
• premendo e rila-
sciando il pulsante tor-
cia per un tempo infe-
riore ad 1 secondo, la
corrente di saldatura
si porta al valore DI
CICLO (
I
2
); ripetendo
l’operazione è possi-
bile spostarsi infinite
volte fra i due livelli di
corrente (
I
1
,
I
2
)
• premendo e mante-
nendo premuto il pul-
sante torcia (per un
tempo superiore ai 2
secondi) si esce dal
ciclo e viene effettuato
lo SLOPE DOWN (se
presente) e la corrente
si porta al valore
FINALE (corrente di
cratere)
• rilasciando il pulsante
torcia, si conclude il
ciclo di saldatura
•
PUNTATURA
Permette di effettuare,
premendo il pulsante
torcia, la puntatura per
periodo di tempo preim-
postato (in secondi) al
termine del quale l’arco
si spegne automatica-
mente
4)
Premendo in succes-
sione il pulsante
SET
è
possibile impostare i
seguenti parametri di
saldatura:
Tempo di PRE-GAS (0,05 ÷ 1 sec)
CORRENTE INIZIALE di saldatura (5 ÷
250 A)
ATTENZIONE:
programmabile solo con
le funzioni
4 TEMPI
o C
YCLE
attive
Tempo di SLOPE UP (0 ÷ 5 sec)
CORRENTE PRINCIPALE di saldatura
I
1
(5 ÷ 250 A)
CORRENTE DI CICLO
I
2
(5 ÷ 250 A)
ATTENZIONE:
Programmabile solo
con funzione
CYCLE
attiva
 Loading...
Loading...









