67
SOLDAGEM TIG
• ARC FORCE (0 ÷ 100): aumenta a
energia do arco em condições de sol-
dadura pesada
• CORRENTE PRINCIPAL de solda-
gem
I
1
(5 ÷ 250 A)
4)
Para sair da fase de
ajustamento dos parâ-
metros de soldagem,
continue a carregar na
tecla
SET
por um
tempo de cerca 1
segundo
• O LED VERDE
I
1
está ligado
5)
Agora é possível efectuar a solda-
gem
6)
Durante o processo de
soldagem, o display
digital visualiza a cor-
rente efectiva utilizada
1)
Ponha a solda em função virando o
interruptor de linha para a posição
I
2)
Carregue no botão "processo de
soldagem" posicionando-se em:
•
TIG "HF"
para a solda-
gem TIG com disparo
alta frequência
OU
•
TIG
tipo
"lift"
para a sol-
dagem TIG tipo
"lift"
sem alta frequência
ATENÇÃO:
o correcto disparo tipo
"lift"
efectua-se carregando no botão
do maçarico só depois de ter tocado
com o eléctrodo a peça a soldar
3)
Carregue no botão "modo de solda-
gem" posicionando-se numa das 4
opções disponíveis:
•
2 TEMPOS
Carregando no botão
maçarico, efectua-se o
ciclo de soldagem em
TIG, pelo contrário, sol-
tando o botão referido
termina a soldagem
•
4 TEMPOS
A soldagem TIG dá-se
da seguinte forma:
A)
Carregando no
botão maçarico o
arco dispara e a cor-
rente permanece no
valor INICIAL
B)
Soltando o botão
maçarico, efectua-se
o SLOPE UP (se
estiver presente) e a
corrente principal
chega ao valor
I
1
C)
Parregando no botão
maçarico, efectua-se
o SLOPE DOWN (se
estiver presente) e a
corrente chega ao
valor FINAL (cor-
rente de cratera)
D)
Soltando o botão,
conclui-se o ciclo de
soldagem
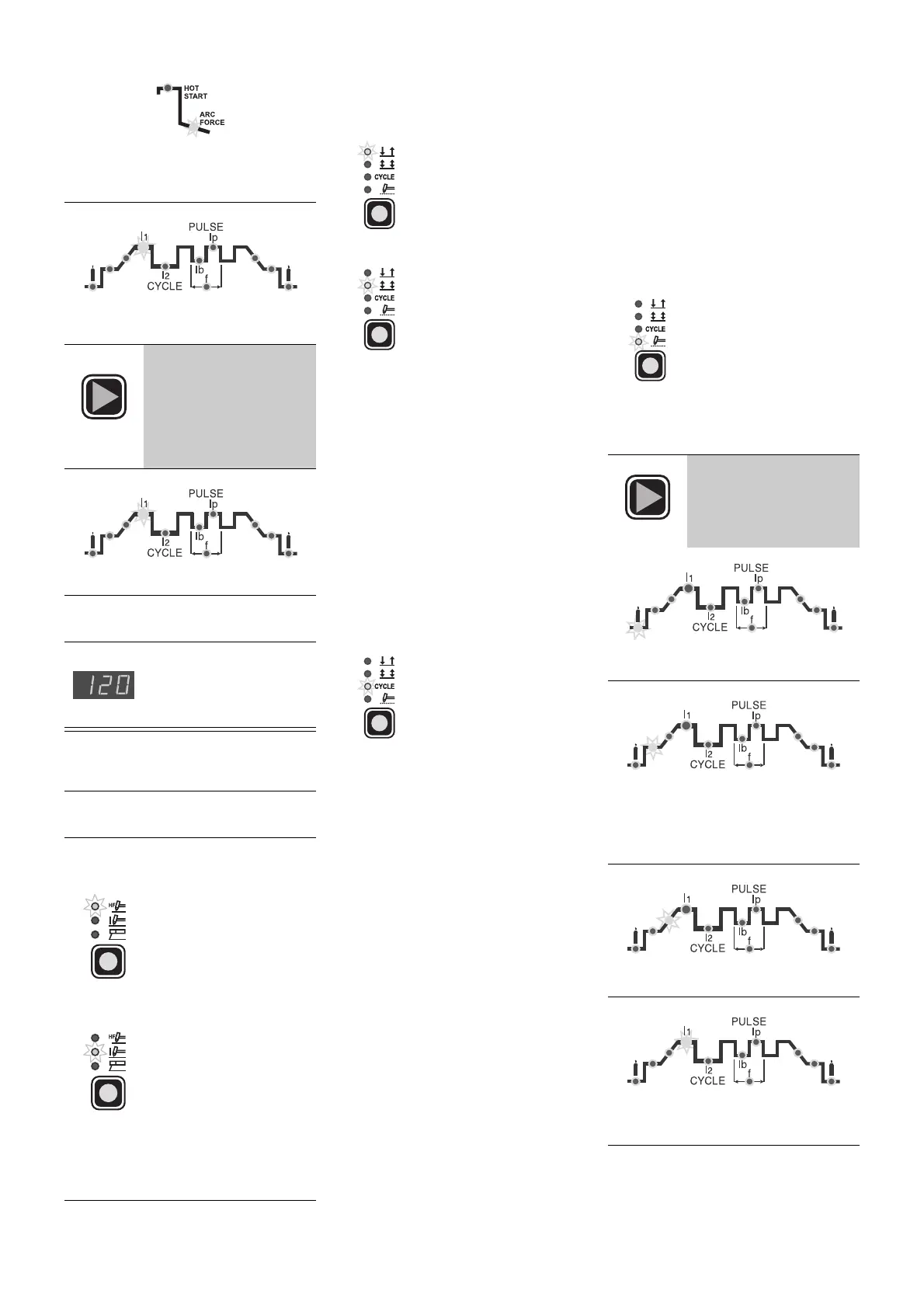
•
CYCLE
A soldagem TIG, com
esta função activa, dá-
se da seguinte forma:
• carregando no botão
maçarico, o arco dis-
para e a corrente per-
manece no valor INI-
CIAL
• soltando o botão
maçarico, efectua-se
o SLOPE UP (se esti-
ver presente) e a cor-
rente chega ao valor
PRINCIPAL (
I
1
)
• tendo inserido e sol-
tando o botão maça-
rico por um tempo
inferior a 1 segundo, a
corrente de soldagem
chega ao valor DE
CICLO (
I
2
); repetindo
a operação é possível
deslocar-se infinitas
vezes entre os dois
níveis de corrente (
I
1
,
I
2
)
• carregando no botão
maçarico e mantendo-
o carregado (por um
tempo superior aos 2
segundos) efectua-se
o SLOPE DOWN (se
estiver presente) e a
corrente chega ao
valor FINAL (corrente
de cratera)
• soltando o botão
maçarico, conclui-se o
ciclo de soldagem
•
PUNTATURA
Permite efectuar, carre-
gando no botão maça-
rico, a soldagem por
pontos por um período
de tempo pré-ajustado
(em segundos) na con-
clusão do qual o arco
desliga-se automatica-
mente
4)
Carregando em
sequência no botão
SET
é possível ajustar
os parâmetros de sol-
dagem a seguir:
Tempo de PRÉ-GÁS (0,05 ÷ 1 sec)
CORRENTE INICIAL de soldagem (5 ÷
250 A)
ATENÇÃO:
programável só com as
funções
4 TEMPOS
ou
CYCLE
activas
Tempo de SLOPE UP (0 ÷ 5 sec)
CORRENTE PRINCIPAL de soldagem
I
1
(5 ÷ 250 A)
 Loading...
Loading...









