78
TIG SVETSNING MED FUNKTIONEN
PUNKTSVETSNING AKTIVERAD
PULSERAD TIG SVETSNING
MATRIX 250 HF
tillåter att utföra pulse-
rad TIG svetsning i två lägen:
•
ON PULSE
Pulserad TIG svetsning med manuell
intställning av svetsningsparame-
trarna;
•
EASY PULSE
Pulserad TIG svetsning med syner-
gisk inställning av svetsningsparame-
trarna.
MÄRK:
Pulseringen kopplas ifrån auto-
matiskt under START och SLUTström-
men
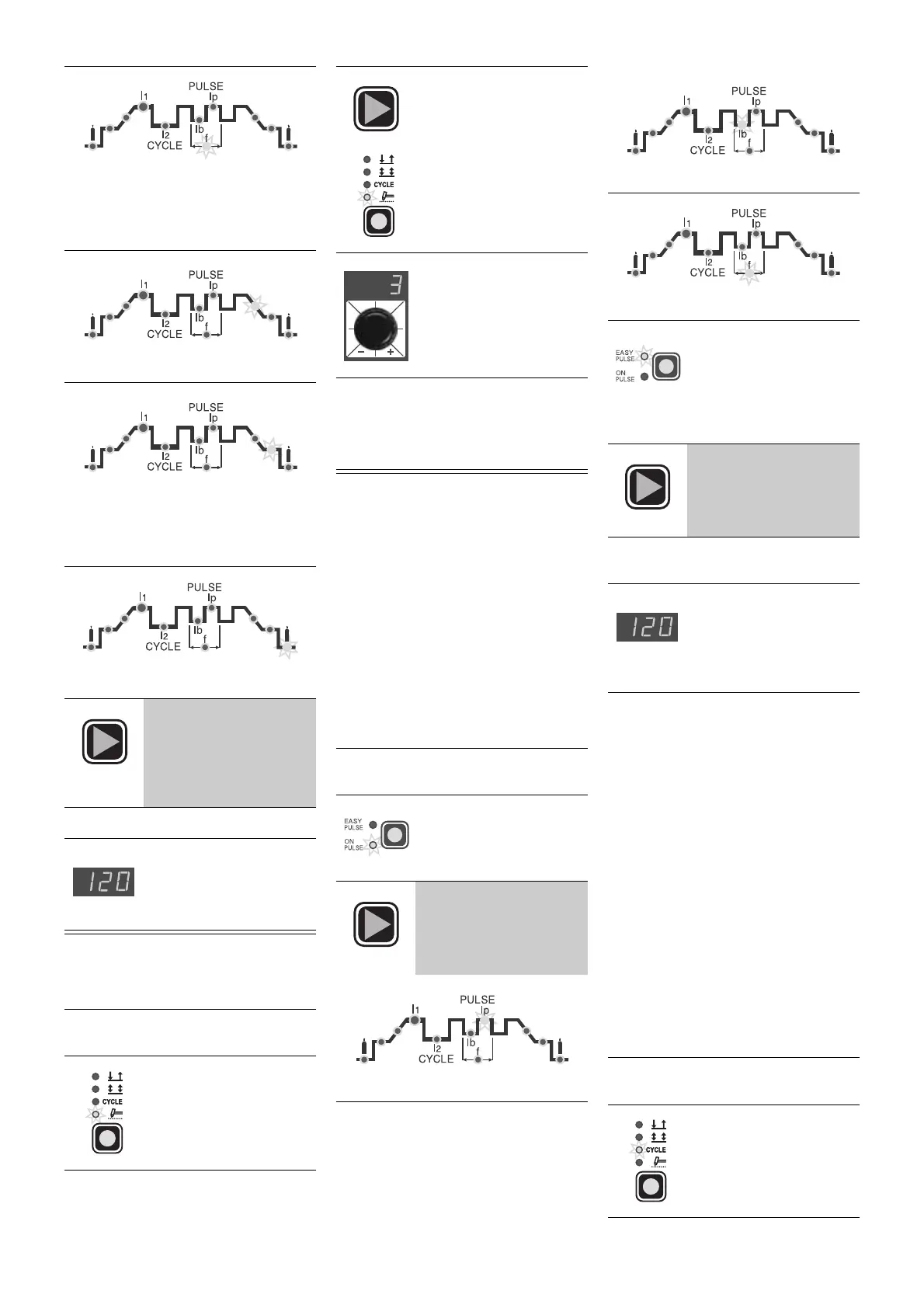
PULSERAD TIG SVETSNING MED
AKTIV CYCLE-FUNKTIONS
Med denna funktion är det möjligt att
svetsa med 2 olika pulserade strömni-
våer (
I
1
och
I
2
). Även i detta fall är det
möjligt att utföra svetsningen i de två
lägena
ON PULSE
och
EASY PULSE
.
Med funktionen
CYCLE
aktiverad är det
nödvändigt att ställa in (utom pulserings-
parametrarna
I
b
,
I
p
,
f
) även TOPP-
STRÖMMEN för 2. nivån (
l
2p
). De övriga
pulseringsparametrarna för 2. nivån
(BASSTRÖM I2b och FREKVENS
f
)
erhålls på synergiskt sätt. FREKVEN-
SEN förblir konstant medan BAS-
STRÖMMEN för 2. nivån (
I
2b
) är propor-
tionell med strömmarna för 1. nivån.
LÄGE ON PULSE/EASY PULSE
IMPULSFREKVENS
f
(0,5 ÷ 500 Hz)
OBSERVERA:
programmerbar endast
med funktionerna
ON PULSE
eller
EASY PULSE
aktiverade
SLOPE DOWN tid (0 ÷ 8 sec)
SLUTSTRÖM för svetsning (5 ÷ 250 A)
OBSERVERA:
programmerbar endast
med funktionerna
4 TIDER
eller
CYCLE
aktiverade
EFTERGAS tid (0,5 ÷ 25 sec)
5)
För att lämna fasen för
inställning av svetsnin-
gsparametrar ska man
hålla tangenten
SET
nedtryckt under ca 1
sekund
6)
Utför önskad TIG svetsning
MÄRK:
Ifall den GRÖNA
LED
I
1
lyser under svets-
ningsprocessen visar dis-
playen strömvärdet med
vilket svetsningen sker
1)
Sätt igång svetsmaskinen genom att
vrida linjebrytaren till läge
I
2)
Tryck på tryckknappen
"svetsningsprocess"
och positionera dig på
PUNKTSVETSNING
3)
Tryck och håll tangen-
ten
SET
nedtryckt
4)
Ställ in önskad
PUNKTSVETSNINGS-
TID (0,5 ÷ 5 sek)
genom att vrida på rat-
ten
5)
Nu är det möjligt att utföra svets-
ningen som än normal TIG svets-
ning genom att ställa in de olika
parametrarna enligt proceduren
som anges i
TIG SVETSNING
1)
Sätt igång svetsmaskinen genom att
vrida linjebrytaren till läge
I
2)
Tryck på tryckknappen
"pulsering" tills den
önskade funktionen är
aktiv
3)
Genom att trycka på
tryckknappen
SET
flera gånger är det möj-
ligt att ställa in följande
svetsningsparametrar:
TOPPSTRÖM
I
p
(5 ÷ 125 A)
BASSTRÖM
I
b
(5 ÷ 250 A)
IMPULSFREKVENS
f
(0,5 ÷ 500 Hz)
MÄRK:
Med funktionen
EASY PULSE
aktiverad,
genom att ställa in värdet
av en parameter (vanligt-
vis
I
b
,
f
), erhåller man
synergiskt värdena för de
andra parametrarna
För att lämna fasen för
inställning av svetsning-
sparametrar ska man hålla
tangenten
SET
nedtryckt
under ca 1 sekund
4)
Utför önskad
PULSERAD TIG
svetsning
MÄRK:
Under svetsnings-
processen lyser den
GRÖNA
I
1
och RÖDA
I
p
LED och på displayen
visas strömvärdet som
används vid svetsningen
1)
Sätt igång svetsmaskinen genom att
vrida linjebrytaren till läge
I
2)
Tryck på tryckknappen
"svetsningsläge" och
positionera dig på
CYCLE-funktionen
 Loading...
Loading...









