45
Bedienungsanleitung
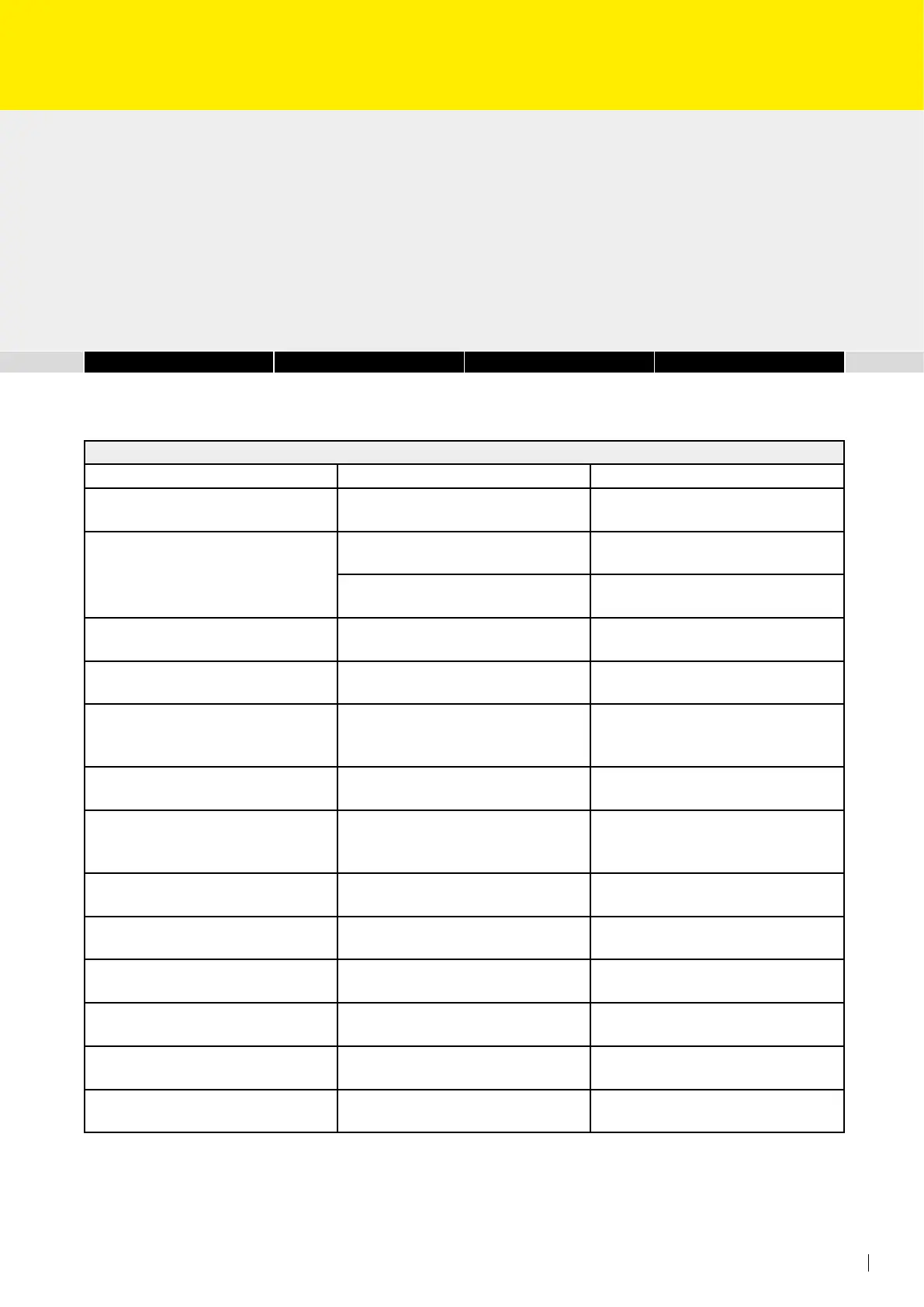
Stanz-/Rill-/Perforationsergebnis
Problem mögliche Ursache Lösung
Abdruck der Linienbasis auf
Bedruckstoff
maximale Bedruckstoffstärke
überschritten
Bedruckstoff anpassen
Abdruck des Rillkanals auf Bedruck-
stoff
maximale Bedruckstoffstärke
überschritten
Bedruckstoff anpassen
Unterlagen unter Transferblech nicht
entnommen
Unterlagen entnehmen
schlechtes Reißverhalten der Perfo-
rationslinien
Laufrichtung bei der Linienauswahl
nicht berücksichtigt
Empfehlung zur Auswahl von RSP-
Perforationslinien beachten
Stanzung spiegelverkehrt Standfolie nicht seitenverkehrt auf-
gebaut
Standfolie seitenverkehrt aufbauen
Abwicklung der Stanzform passt
nicht
Reduzierung der Standfolie nicht
berücksichtigt
Maße des Druckbogens nicht durch
Unterlegen unter Standfolie über-
tragen
Rillung schert ab Rilllinie R1 verwendet trotz gleich-
zeitiger Stanzung/Perforation
Rilllinie R2 verwenden
keine Stanzungen/Rillungen/Perfora-
tionen am Bogenanfang
Bearbeitungsbeginn innerhalb ca. 13
mm von der Bogenvorderkante
Bearbeitungsbeginn erst ab ca. 13
mm von der Bogenvorderkante
möglich
Querlinien stanzen/rillen/perforie-
ren nicht richtig
unterschiedliche Druckverhältnisse querliegende Bearbeitungslinien
zurichten
Bearbeitungslinien wandern Stützstege in Umfangsrichtung ver-
gessen
Stützstege verwenden
Stanzbild ungleichmäßig und RSP-
Basisplatte walkt
RSP-Basisplatte mit zu geringem
Drehmoment gespannt
Spannung der RSP-Basisplatte kor-
rigieren
Stanzbild ungleichmäßig und Stand-
folie walkt
Standfolie nicht ausreichend
gespannt
Spannung der Standfolie korrigieren
Stanzbild ungleichmäßig und Direkt-
stanzblech walkt
Direktstanzblech nicht ausreichend
gespannt
Spannung des Direktstanzbleches
korrigieren
schneller Verschleiß der Stanzform falsche Druckbeistellung Druckbeistellung korrigieren, ggf.
zurichten
 Loading...
Loading...