89
Operating Manual
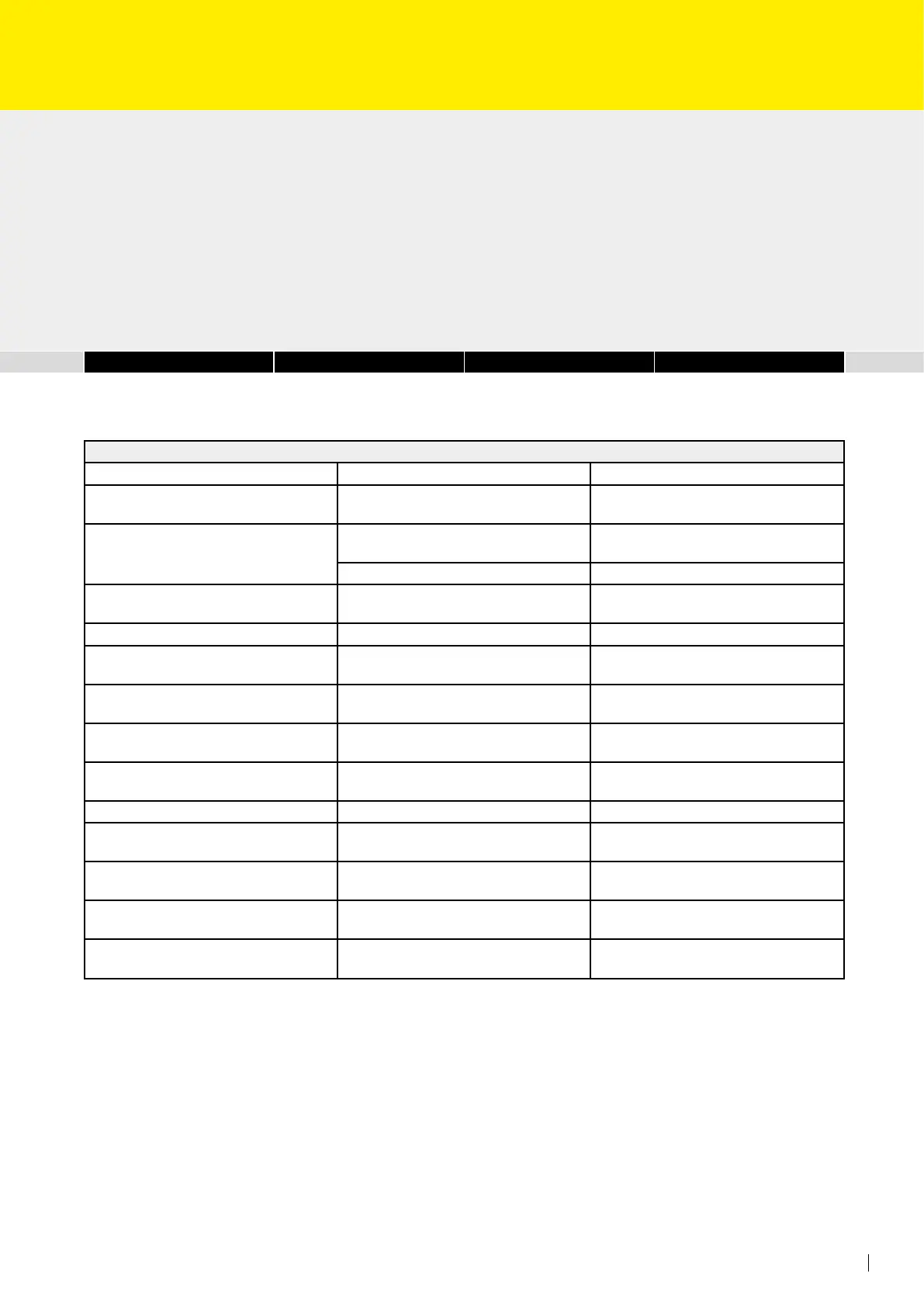
Diecutting/creasing/perforation result
Problem Possible cause Solution
Impression of the rule base on the print-
ing substrate
Maximum printing substrate thickness
exceeded
Correct the printing substrate
Impression of the creasing channel on the
printing substrate
Maximum printing substrate thickness
exceeded
Correct the printing substrate
Transfer sheet padding not removed Remove padding
Poor tearing of the perforation rules Movement direction not considered in the
selection of the rule
Please observe the recommendations when
selecting RSP perforation rules
Diecutting is mirror-inverted Grid sheet not mounted laterally reversed Mount grid sheet laterally reversed
Unwinding of the diecutting form does not
t
Reduction of the grid sheet not considered Do not compensate dimensions of the
print sheet by packing the grid sheet!
Crease cuts off Creasing rule R1 used in spite of same
diecutting/perforation
Use creasing rule R2
No diecutting/creasing/perforating on the
beginning of the sheet
Processing start within approx. 13 mm from
the front edge of the sheet
Processing start not possible until approx.
13 mm from the front edge of the sheet
Incorrect cross rule diecutting/creasing/per-
forating
Different pressure conditions Adjust crosswise processing rules
Processing rules move around Circumferential supporting foam forgotten Use supporting foam
Diecutting result uneven and base plate agi-
tates
Base plate not tightened with sufcient
torque
Correct the tension on the base plate
Diecutting result uneven and grid sheet agi-
tates
Grid sheet not tightened with sufcient
torque
Correct the tension on the grid sheet
Diecutting result uneven and RSP direct t
exible die agitates
RSP direct t exible die not tightened with
sufcient torque
Correct the tension on the RSP direct t
exible die
Diecutting form wears out quickly Incorrect printing impression Correct the printing impression, if neces-
sary make-ready
 Loading...
Loading...