30
CHIPREMOVAL(Continued…)
Chipconveyor
1. During operation, metal chips and used coolant
drop directly into a sloped trough, or flow into it
fromthemachine’srun‐offsurfaces.Coolantthen
flows down the trough and through a filtering
screenbeforereturningtothereservoir.
2. Thechipconveyormotoroperatessimultaneously
with the hydraulic pump motor. The conveyor
augerrotatesslowlyatthebottomofthetrough.
It’smovementcarriesmetalchipstotheopeningat
themachine’srightsidewherechipsemptyintoa
customersuppliedcontainer.
3. Aneedlevalvelocatedbelowtheaugerallowsthe
chipaugermotortobeadjustedforfasterorslower
operation.
NESTINGFIXTURE
1. This feature is designed for high‐production,
multiplesawingofstackedbars,roundsandtubing.
2. Verticalnestingclampcylindersaremountedtothe
machine’s fixed and index vises. The cylinders
operate simultaneously with the regular vise
clampingcylinders.
3. Visecapacitydependsonthemachinemodel.
Thehydraulicoperatednestingfixturecanalso
beusedwiththevariablevisepressurecontrol.
Stackingstock
1. Correct stock nesting is essential for proper
clamping of the vises and nesting fixture. It is
important that nesting vise clamping pressure be
transmittedtoeverystackedpiece.Sometimesthis
can be more easily accomplished by manually
joggingthestack.
2. Properstackingofroundstockisimportantbecause
saw band breakage may occur if round nested
piecessliporspinduringsawing.
3. There are two (2) workable round stock stacking
methods,eitherinequalrows(4x4x4)ornested
rows(4x3x4).Thefirstprovidesthebestsawing
results,althoughthesecondmethodcanbeused(if
the material is not stacked too high) and offers
betterclampingwhenmaterialhassmalldiameter
differences.
4. Pieces should be stacked as closely together as
possible. Metal chips lodged in the open spaces
betweenindividualpieces willaffectcuttingaccu‐
racy.
Viseadjustment
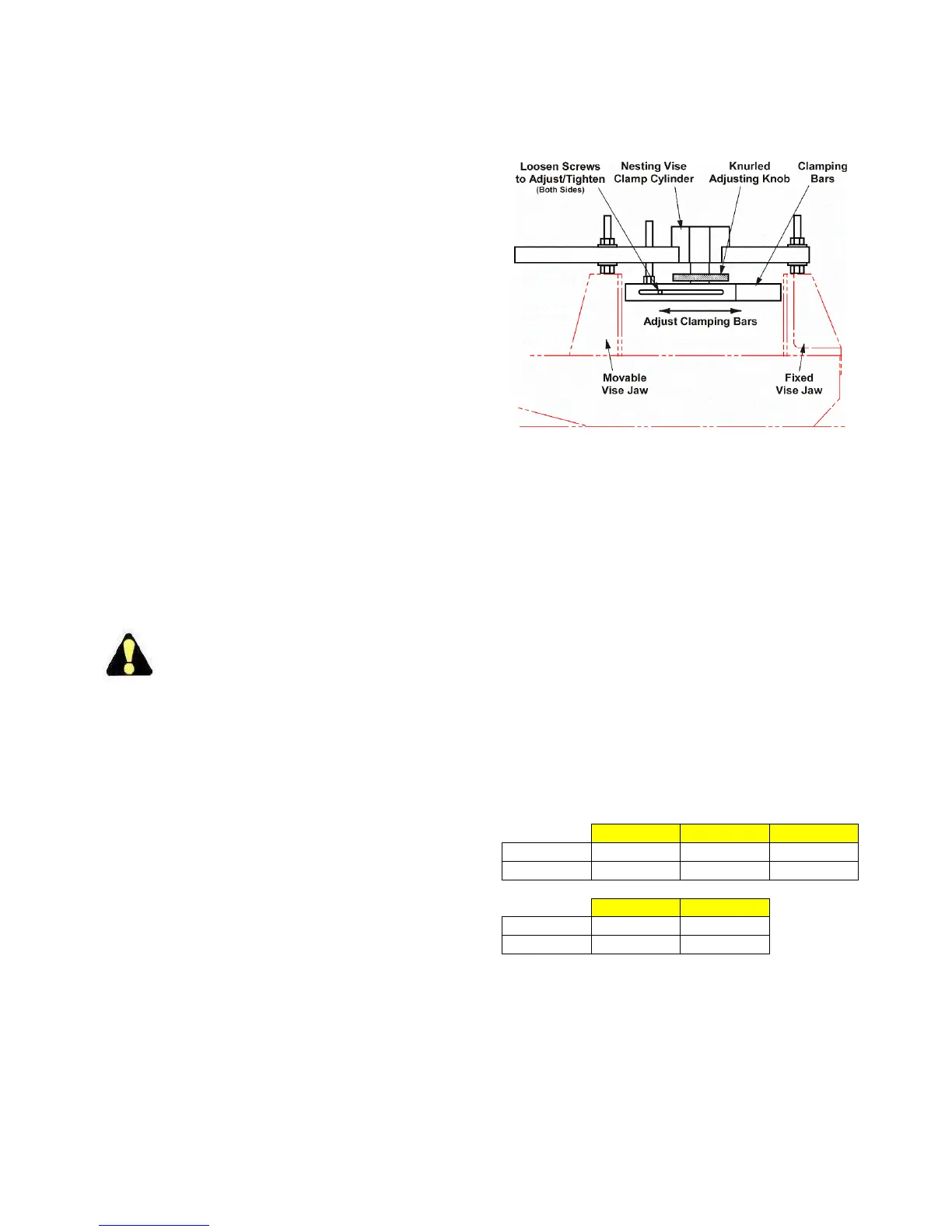
Nestingfixtureviseadjustments.
1. Stack stockto be cutbetween the machine’s vise
jaws.Then:(a)openthefixedandrearvises;(b)bolt
thesupportingbartightlytothefixedvisejaws,but
looseonthemovablejaws.
2. Loosenthescrewoneachsideoftheclampbars
and position the clamp bars to fit the size of the
nestedstock.Thenadjusttheindextable’svertical
guide rollers so the stock will be guided correctly
towardthesawband.
3. The indexing vise has two positions to place the
nestingfixture.
PositionAistheforwardpositionontheindex
vise.
Position B is the rear position of the nesting
fixture.Seethechartbelow.
4. Theremnantwillchangedependingontheposition
ofthenestingfixture.Seethechartbelow:
C‐3028NC C‐4033NC C‐420NC
PositionA 190 200 215
PositionB 330 330 330
C‐5650NC C‐560NC
PositionA 215 N/A
PositionB 375 N/A