ESAB FABRICATOR 141i
BASIC WELDING GUIDE 4-18 Manual 0-5420
FAULT CAUSE REMEDY
7 Crack occurring in
weld metal soon
after solidification
commences
A Rigidity of joint. A Redesign to relieve weld joint of severe stresses or
use crack resistance electrodes.
B Insufficient throat thickness. B Travel slightly slower to allow greater build up in
throat.
C Weld current is too high. C Decrease welding current.
Not cleaned,
or incorrect
electrode
Slag
trapped in
undercut
Slag trapped in root
Art # A-05868_AC
Figure 3: Example of Slag Inclusion
8 The Stick
electrode is
difficult to run
with multiple arc-
outs when welding
The Stick electrode being
used is not suitable for use
with this machine.
Use E6013 or E7018 Stick electrodes for steel or
300 series stainless steel Stick electrodes for 300
series stainless steel.
Table 4-5: Welding Problems - Stick (SMAW)
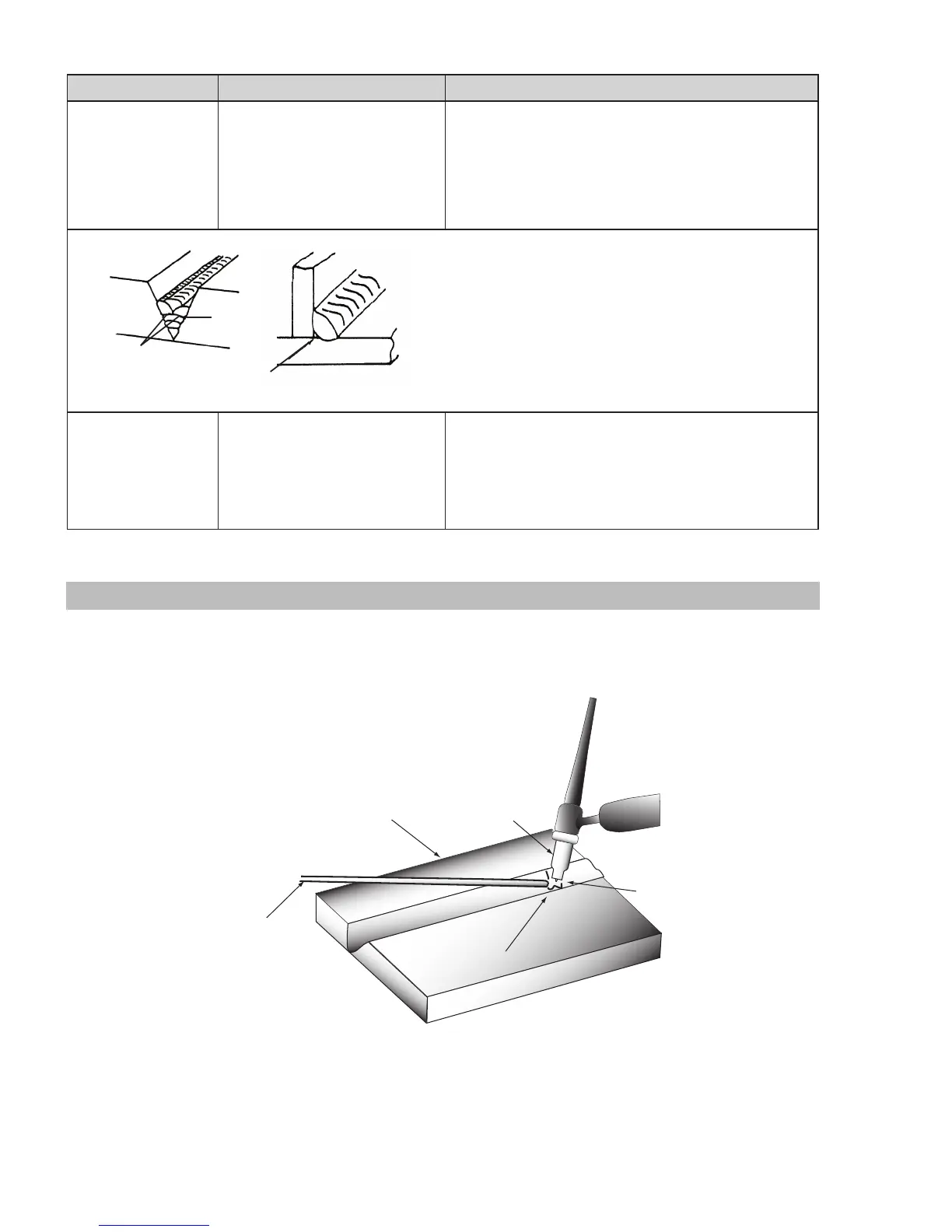
4.06 TIG (GTAW) Basic Welding Technique
Gas Tungsten Arc Welding (GTAW) or TIG (Tungsten Inert Gas) as it is commonly referred to, is a welding process in which fusion is
produced by an electric arc that is established between a single tungsten (non-consumable) electrode and the work piece. Shield-
ing is obtained from a welding grade shielding gas or welding grade shielding gas mixture which is generally Argon based. A filler
metal may also be added manually in some circumstances depending on the welding application.
Welds Made With or Without
Addition of Filler Metal
Work Piece
Can Be Any Commercial
Metal
Gas Cup
Either Ceramic,
High Impact or
Water Cooled
Metal
Inert Gas
Shields Electrode
and Weld Puddle
Tungsten Electrode
Non-Consumable
Art # A-10369_AB
Figure 4-38: TIG Welding Application Shot

 Loading...
Loading...








