Design and function
Menus and sub-menus on the machine control
099-004854-EW501
19.02.2014
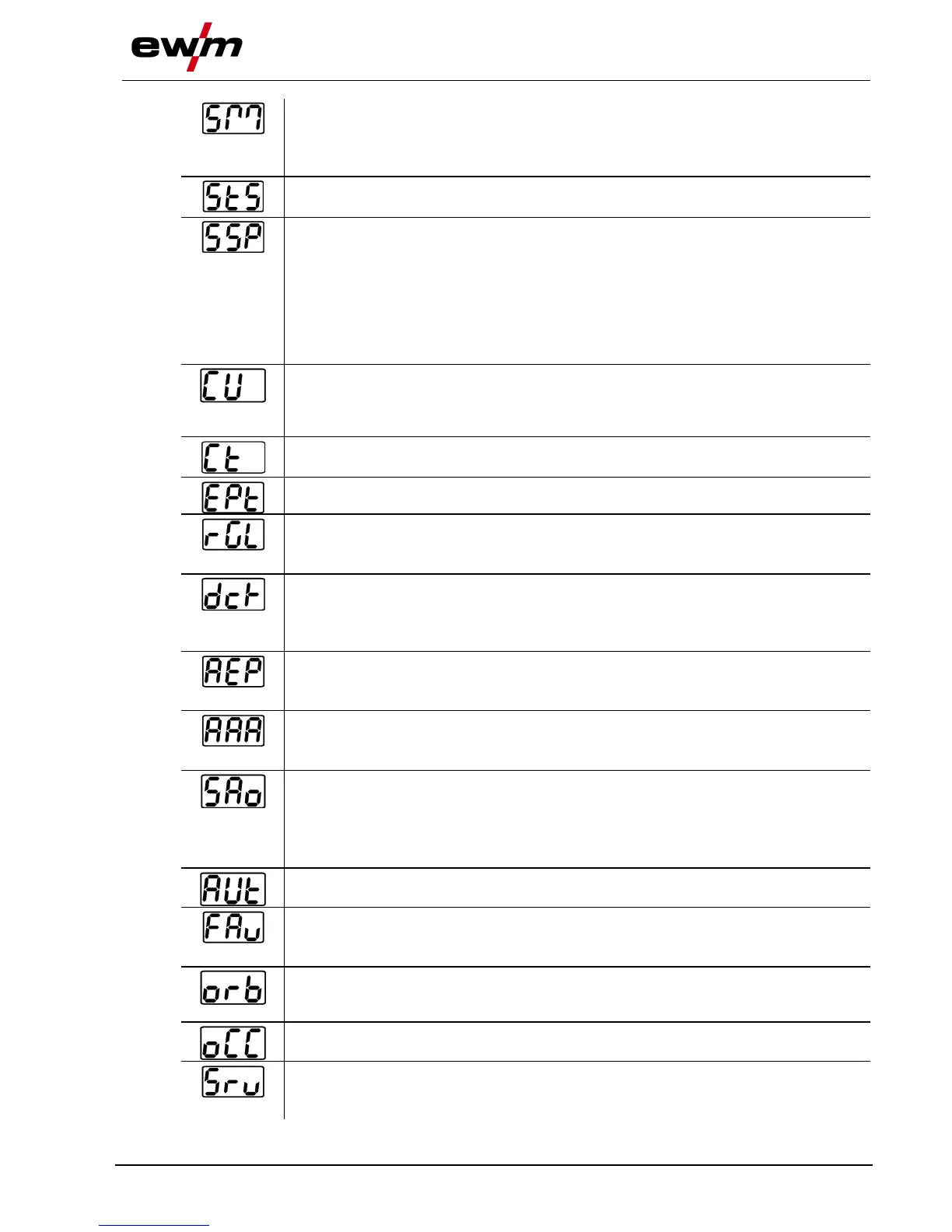
spotMatic
Variation of operation mode spotArc, ignition with workpiece contact
• on = on
• off = off (factory setting)
Short spot time
Setting of 5–-999 ms (1-ms steps)
Setting process activation
• on = Separate process activation:
The welding process has to be reactivated for every arc ignition by pressing the torch
trigger.
• off = Permanent process activation:
The welding process is activated by pressing the torch trigger once. The following arc
ignitions are initiated by shortly touching the tungsten electrode against the
workpiece.
Torch cooling mode
• AUt = automatic operation (ex works)
• on = permanently switched on
• off = permanently switched off
Water block pre-flow time
Setting 1–60 min. (ex works 5)
AC mean value controller
• on = on (factory setting)
• off = off
Switching option for welding current potential (dc+) with TIG DC
• off = Select option for TIG DC+ is blocked (factory setting). Serves to protect the
tungsten electrode from being destroyed.
• on = Polarity can be selected freely
Reconditioning pulse (spherical cap stability)
• on = function on (factory setting)
• off = function off
activArc voltage measuring
• on = function on (factory setting)
• off = function off
Error output to automated welding interface, contact SYN_A
off AC synchronisation or hot wire (factory setting)
FSn Error signal, negative logic
FSP Error signal, positive logic
AvC AVC (Arc voltage control) connection
Fast take-over of control voltage (automation)
• on = function on
• off = function off (factory setting)
Orbital welding
• off = off (ex works)
• on = on
Orbital welding
Correction value for orbital current
Service menu
Modifications to the service menu may only be carried out by authorised maintenance
staff!