10
GRUNDSTROM-REGLER I
2
l Einstellung des Grundstromes I
2
erfolgt prozentuell vom
eingestellten Wert des Pulsstromes I
1
DUTY-CYCLE-REGLER %
l Einstellregler für Puls-Pausenverhältnis =
prozentuelles Verhältnis zwischen Pulsstromphase und
Grundstromphase
Einstellbeispiele:
Duty-Cycle-Regler
in Position "10"
l kurze Pulsstromphase von 10%
l lange Grundstromphase von 90%
l geringe Wärmeeinbringung
Duty-Cycle-Regler
in Position "50" (siehe Abb.11)
l Pulsstromphase und Grundstromphase betragen je 50%
l mittlere Wärmeeinbringung
Duty-Cycle-Regler
in Position "90"
l lange Pulsstromphase von 90%
l kurze Grundstromphase von 10%
l höchste Wärmeeinbringung
I
2
I
1
Duty-Cycle
0
I
t
T= 1/f
(Hz)
50%
50%
Abb. 11 Einstellbeispiel Duty-Cycle auf Position "50"
FREQUENZBEREICHSSCHALTER
BETRIEBSART: Pulsstromregulierung I
1
mit Fernregler
l Anschlußbuchse der Stromquelle mittels Fernreglerkabel
mit Buchse des Fernreglers elektrisch verbinden
l Steckverbindungen seitenrichtig einstecken und Überwurf-
muttern bis zum Anschlag aufschrauben
l LED an der Stromquelle blinkt
l mit Funktionswahltaste gewünschte Betriebsart einstel-
len
l dazugehörige LED-Anzeige , , oder leuchtet
l Frequenzbereich mittels Bereichsschalter vorwählen
(0,2-2Hz / 2-20Hz / 20-200Hz / 200-2000Hz)
l Pulsstrom I
1
mit dem Einstellregler stufenlos einstellen
l Grundstrom I
2
mit Einstellregler prozentuell vom Puls-
strom I
1
einstellen
l Duty-Cycle mit Regler auswählen
l Pulsfrequenzregler auf gewünschten Wert einstellen
l Anzeige des Schweißstrommittelwertes am A-Display
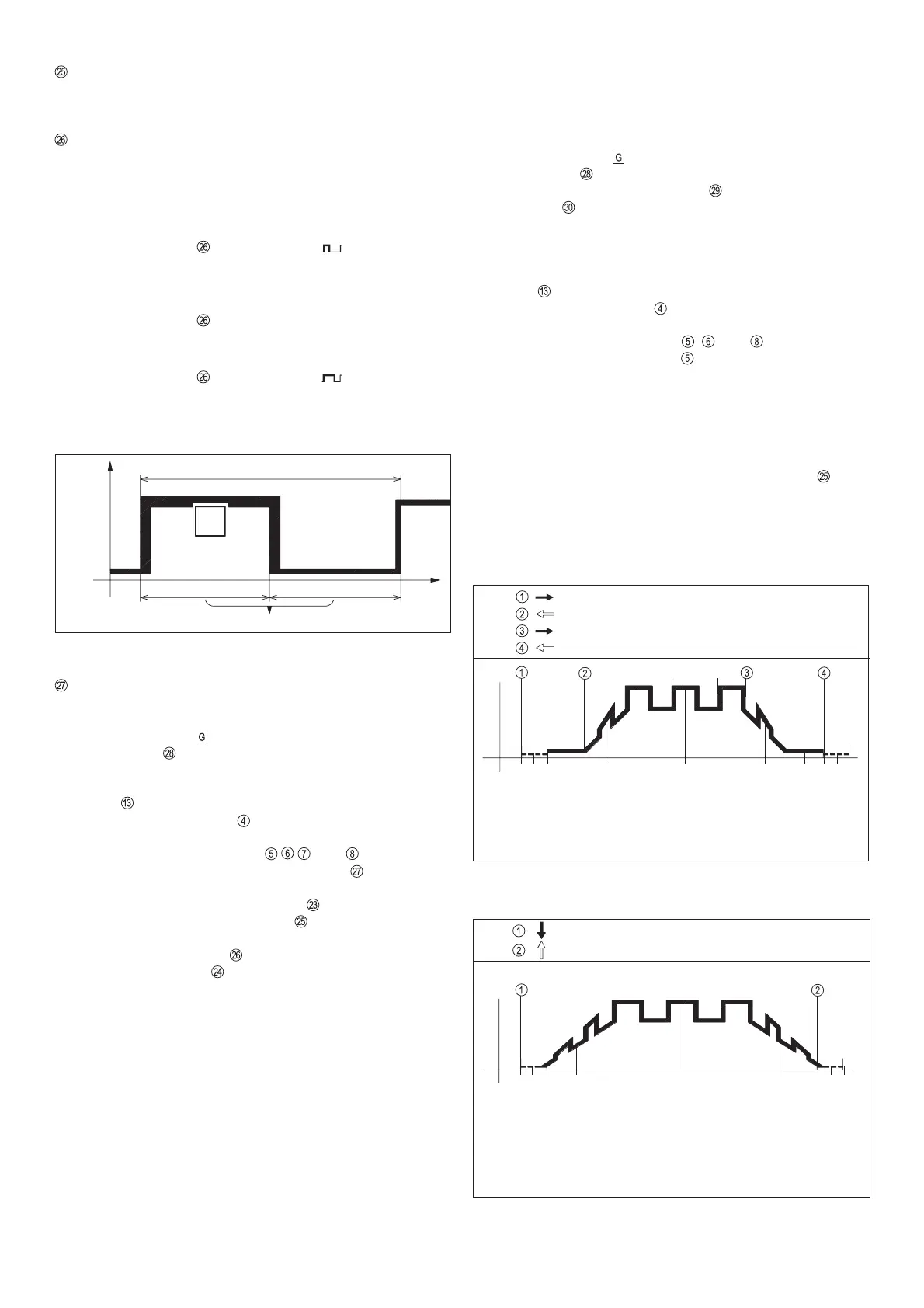
l Parameter für Down-Slope an der Stromquelle einstellen
Die Pulsphase beginnt beim 4-Taktbetrieb im Up-Slope bereits
nach dem Loslassen der Brennertaste. Wie aus Abb.12 ersicht-
lich, wird in der Absenkphase gepulst.
Wichtig! Um während des Pulsbetriebes vom Haupt- auf den
Endkraterstrom schalten zu können (ohne Unterbrechung des
Schweißvorganges) verwenden Sie:
l den 4-Taktbetrieb und einen FRONIUS WIG-Brenner mit Dop-
peltaster-Funktion
l den Spezial-4-Taktbetrieb und einen handelsüblichen WIG-
Brenner
Genauere Details zu 4-Taktbetrieb bzw. Spezial-4-Taktbetrieb
befinden sich in dem Kapitel „Beschreibung der Bedienungsele-
mente“.
Drücken des Fußpedals ð Schweißen "EIN"
Fußpedal entlastet ð Schweißen "AUS"
I
1
I
2
t
I
Schweißende
Gasnachströmzeit
Pulsierende
Stromabsenkung
regelbar mit Fußpedal
Schweißen im
Pulsbetrieb
I
1
- I
2
Pulsierender
Stromanstieg
regelbar mit
Fußpedal
Zünden des Lichtbogen
mit Minimalstrom
Gasvorströmzeit
Zyklus-Start
Abb. 13 Funktionsablauf im Pulsbetrieb in Verbindung mit dem Fußfernregler
TR52mc (2-Takt)
O
Zyklus-Start
Gasvorströmzeit
Zünden des
Lichtbogens mit
Suchlichtbogen-
strom I
S
Pulsierender
Stromanstieg
über Up-Slope
Schweißen im
Pulsbetrieb
I
1
,I
2
/f/Duty-Cycle
Stromabsenkung
mit Puls über
Down-Slope
Endkraterstrom I
E
Schweißende
Gasnachströmzeit
Abb. 12 Funktionsablauf im Pulsbetrieb mit TR 50mc (4-Takt)
Loslassen der Brennertasterwippe
Erneutes Zurückziehen und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
Zurückziehen und Halten der Brennertasterwippe
I
1
I
2
f (Hz)
I
S
I
E
I
t
O
BETRIEBSART: Pulsstromreg. I
1
mit Fußregler TR 52mc
Besonders von Vorteil beim WIG-Handschweißen: um den
Puls-Schweißstrom während des Schweißvorganges verän-
dern zu können (z.B. variable Materialstärke).
l Anschlußbuchse der Stromquelle mittels Fernreglerkabel
mit Buchse des Pulsfernreglers elektrisch verbinden
l Pulsfernregler (Anschlußbuchse ) mit dem Fußfernregler
(Buchse
) elektrisch verbinden
l Steckverbindungen seitenrichtig einstecken und Überwurf-
muttern bis zum Anschlag aufschrauben
l Anlage schaltet beim Anschließen des Fußfernreglers
TR 52mc auf 2-Taktbetrieb
l LED an der Stromquelle blinkt
l mit Funktionswahltaste gewünschte Betriebsart einstel-
len
l dazugehörige LED-Anzeige , oder leuchtet -
Betriebsart Elektrode - LED - ist möglich
l Anzeige des Schweißstrommittelwertes am A-Display (kei-
ne Hold-Funktion)
l Zündvorgang durch leichtes Auftreten auf das Pedal ein-
leiten
l Suchlichtbogen, Pulsstromes I
1
und Endkraterstrom sind
auch mit dem Fußpedal steuerbar
l eingestellter Grundstrom I
2
am TR 50mc (Regler ) paßt
sich prozentuell dem Pulsstrom I
1
an.
l den Schweißstrom können Sie durch vollständiges Entla-
sten des Pedales abschalten, der Schweißvorgang ist unter-
brochen
l Gasnachströmzeit läuft ab
 Loading...
Loading...





