9
1. Vorgangsweise
l in Ebene Codeschloß P2 einsteigen
l am Display erscheint "Cod _?_"
l aktuellen Code eingeben (bei Neugeräten ist Code 321)
- mit Regler I
H
Ziffer einstellen
- mit Taste Ziffer bestätigen
- Vorgang zweimal wiederholen bis "Cod OFF" oder "Cod ON"
am Display erscheint
Weitere Vorgangsweise siehe unter:
2. Code ändern und aktivieren
3. Code deaktivieren
2. Code ändern und aktivieren
a.) am Display ist "Cod OFF" zu lesen
l mit Brennertasterwippe auf "Cod ON" stellen (weiter siehe
Pkt 2b.)
b.) am Display ist "Cod ON" zu lesen
l mit Funktionstaste auf "CYC __?" wechseln
CYC ... Zyklus, gibt an wie oft das Gerät eingeschaltet
werden kann, ohne daß eine Code-Eingabe erfolgen muß
l mit Brennerwippe Anzahl der Zyklen einstellen
l Funktionstaste drücken bis "Cod ?--" am Display er-
scheint
l neuen Zahlen-Code eingeben
- mit Brennertasterwippe zwischen 0-9/A-H einstellen
- mit Funktionstaste Ziffer bestätigen
- Vorgang zweimal wiederholen bis neuer Code eingege-
ben ist
l Wippe drücken
l am Display erscheint "Cod _-_"
l neuen Code zur Kontrolle nochmals eingeben
- mit Regler I
H
Ziffer einstellen
- mit Funktionstaste Ziffer bestätigen
- Vorgang zweimal wiederholen bis Code eingegeben ist
- bei dritter Quittierung erfolgt eine automatische Abspei-
cherung des Codes
Hinweis! Bei dreimaliger falscher Codeeingabe (ERR)
schaltet die Anlage selbsttätig auf "LOC". Sie müssen
die Maschine ausschalten und den gesamten Vorgang
wiederholen!
l Maschine ist schweißbereit
3. Code deaktivieren
l am Display ist "Cod ON" zu lesen
l mit Brennertasterwippe auf "Cod OFF" stellen
l mit Taste auf "PRO" wechseln
l durch Drücken der Wippe ist der aktuelle Code deaktiviert
l Maschine ist schweißbereit
Wichtig! Der Code ist ab nun wieder 321!
Inbetriebnahme des Gerätes bei aktiviertem Code-Schloß
l Netzhauptschalter einschalten - am Display erscheint die
Aufforderung zur Eingabe der Code-Nummer ("Cod _?_")
l mit Regler I
H
erste Ziffer der Kombination eingeben
l mit Funktionstaste Ziffer quittieren
l Vorgang noch zweimal wiederholen
l Gerät ist schweißbereit
FERNREGLERBETRIEB ALLGEMEIN
Eine Fernbedienung ist zweckmäßig, sobald Sie Einstellungen
direkt vom Schweißplatz aus vornehmen möchten. Durch speziel-
le Fernreglerkabel in den Längen von 5m bzw. 10m ist der
Fernregler mit der Stromquelle elektrisch verbunden.
Folgende Fernreglertypen stehen zur Verfügung:
l E-Hand- und WIG-Fernregler ............................. TPmc
l WIG-Pulsfernregler ............................................. TR50mc
l WIG-Punktierfernregler....................................... TR51mc
l WIG-Fußfernregler ............................................. TR52mc
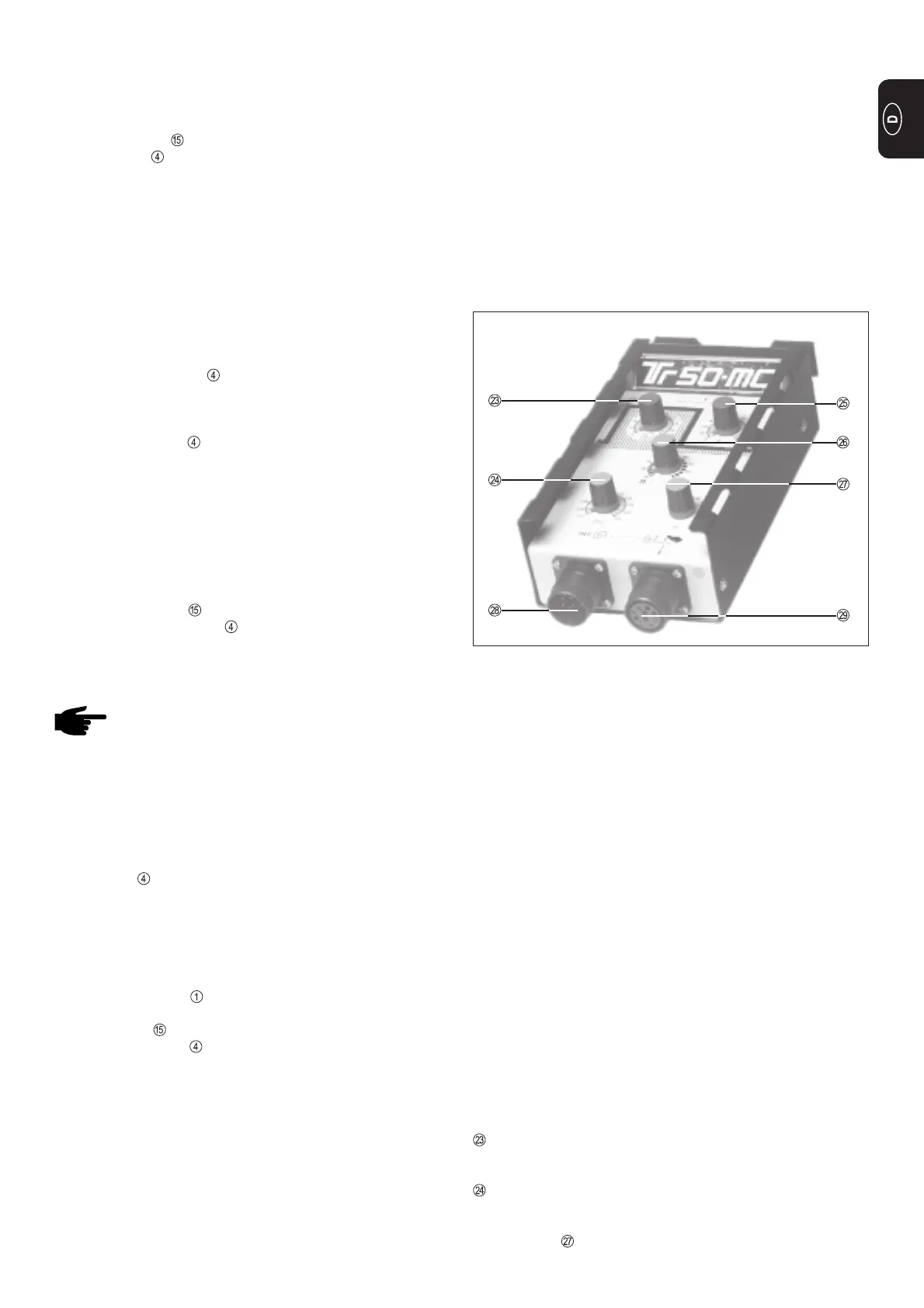
WIG-PULSFERNREGLER TR 50MC
Abb. 10 WIG-Pulsfernregler TR 50 mc
Die zu Beginn der Schweißung eingestellte Stromstärke muß nicht
für den gesamten Schweißvorgang von Vorteil sein. Bei zu
geringer Stromstärke wird der Grundwerkstoff nicht genügend
aufgeschmolzen; bei Überhitzung droht das flüssige Schmelzbad
abzutropfen. Daher bedient man sich des pulsierenden Schweiß-
stromes (z.B. beim Schweißen von Stahlrohren in Zwangslage).
Ein verhältnismäßig niedriger Schweißstrom (Grundstrom I
2
) er-
reicht durch steilen Anstieg einen deutlich höheren Wert (Impuls-
strom I
1
) und fällt je nach eingestellter Zeit (Duty-Cycle) wieder auf
den Grundwert (Grundstrom I
2
) ab.
So werden beim Schweißvorgang kleinere Abschnitte der Schweiß-
stelle schnell aufgeschmolzen. Auch erstarren diese schnell wie-
der. Der Nahtaufbau ist auf diese Weise wesentlich einfacher zu
beherrschen. Auch beim Schweißen dünner Bleche wird diese
Technik angewendet. Ein Schmelzpunkt überschneidet sich mit
dem Nächsten - es entsteht ein gleichmäßig gezeichnetes Naht-
bild. Wird mit der WIG-Pulstechnik von Hand geschweißt, erfolgt
das Zusetzen des Schweißstabes in der Maximal-Stromphase
(nur möglich im niedrigen Frequenzbereich von 0,2-2 Hz).
Höhere Pulsfrequenzen werden meist im Automatenbetrieb an-
gewandt und dienen vorwiegend der Stabilisierung des Lichtbo-
gens.
Beim Pulsfernregler TR 50mc sind zwei Betriebsarten möglich.
l Impulsstromregulierung I
1
am Fernregler TR 50mc
l Impulsstromverstellung I
1
mit Fußfernregler TR 52mc
PULSSTROM-REGLER I
1
(Hauptstrom)
l stufenlose Einstellmöglichkeit des Puls-Hauptstromes
PULSFREQUENZ-REGLER f (Hz)
l stufenlose Einstellmöglichkeit der Pulsfrequenz in Abhän-
gigkeit des vorgewählten Frequenzbereiches mittels Wahl-
schalter .
 Loading...
Loading...





