11
WIG-FUSSFERNREGLER TR 52MC
Oft müssen Sie, bedingt durch
komplizierte Werkstückfor-
men, die Stromstärke während
des Schweißens verändern
(z.B. Reparatur von Werk-
zeugkanten, Ausbessern von
Schnittwerkzeugen etc.).
Für solche Arbeiten ist der
Fußfernreglers TR 52mc ge-
dacht.
Abb. 14 Fußfernregler TR 52mc
Fernregleranschluß
l Anschlußbuchse der Stromquelle mittels Fernreglerkabel
mit Buchse des Fernreglers elektrisch verbinden (Steck-
verbindungen seitenrichtig einstecken und Überwurfmutter bis
zum Anschlag aufschrauben)
Funktionsbeschreibung
l Anlage schaltet beim Anschließen des Fußfernreglers TR52mc
automatisch auf 2-Taktbetrieb
l mit Funktionswahltaste gewünschte Betriebsart wählen
l dazugehörige LED-Anzeige , oder leuchtet -
Betriebsart Elektrode (LED ) möglich
l Anzeige des Schweißstrommittelwertes am A-Display
(keine Hold-Funktion)
l Gasvorströmzeit und Gasnachströmzeit direkt an der Strom-
quelle einstellen
l Zündvorgang durch leichtes Auftreten auf das Pedal einleiten
l Suchlichtbogen, Hauptstrom I
H
und Endkraterstrom sind mit
dem Fußpedal steuerbar
l Schweißstrom durch vollständiges Entlasten des Pedales ab-
schalten - der Schweißvorgang ist unterbrochen; die Gasnach-
strömzeit läuft ab
Hauptstrombegrenzung
Stellen Sie intern die Maximalstrombegrenzung des Hauptstrom-
reglers I
H
ein. Der Schweißstrom überschreitet beim Durchtre-
ten des Pedales den vorgewählten Wert nicht. Es steht immer der
max. Pedalweg für den gewählten Strombereich zur Verfügung.
Drücken des Fußpedals ð Schweißen "EIN"
Stromänderung über Fußpedal
Pedal entlastet ð Schweißen "AUS"
I
Zyklus-Start
Gasvorströmzeit
Zünden des Lichtbogens
mit Minimumstrom
Stromanstieg regelbar
mit Fußpedal
Max. Schweißstrom,
begrenzt durch
Hauptstromregler intern
Stromabsenkung
regelbar mit Fußpedal
verminderter
Schweißstrom
Gewünschter
Schweißstrom
Stromabsenkung über
Fußpedal regelbar
Schweißende
Gasnachströmzeit
O
I
H
I
H
t
Abb. 15 Funktionsablauf mit Fußfernregler TR 52mc
erneuter Stromanstieg
regelbar mit Fußpedal
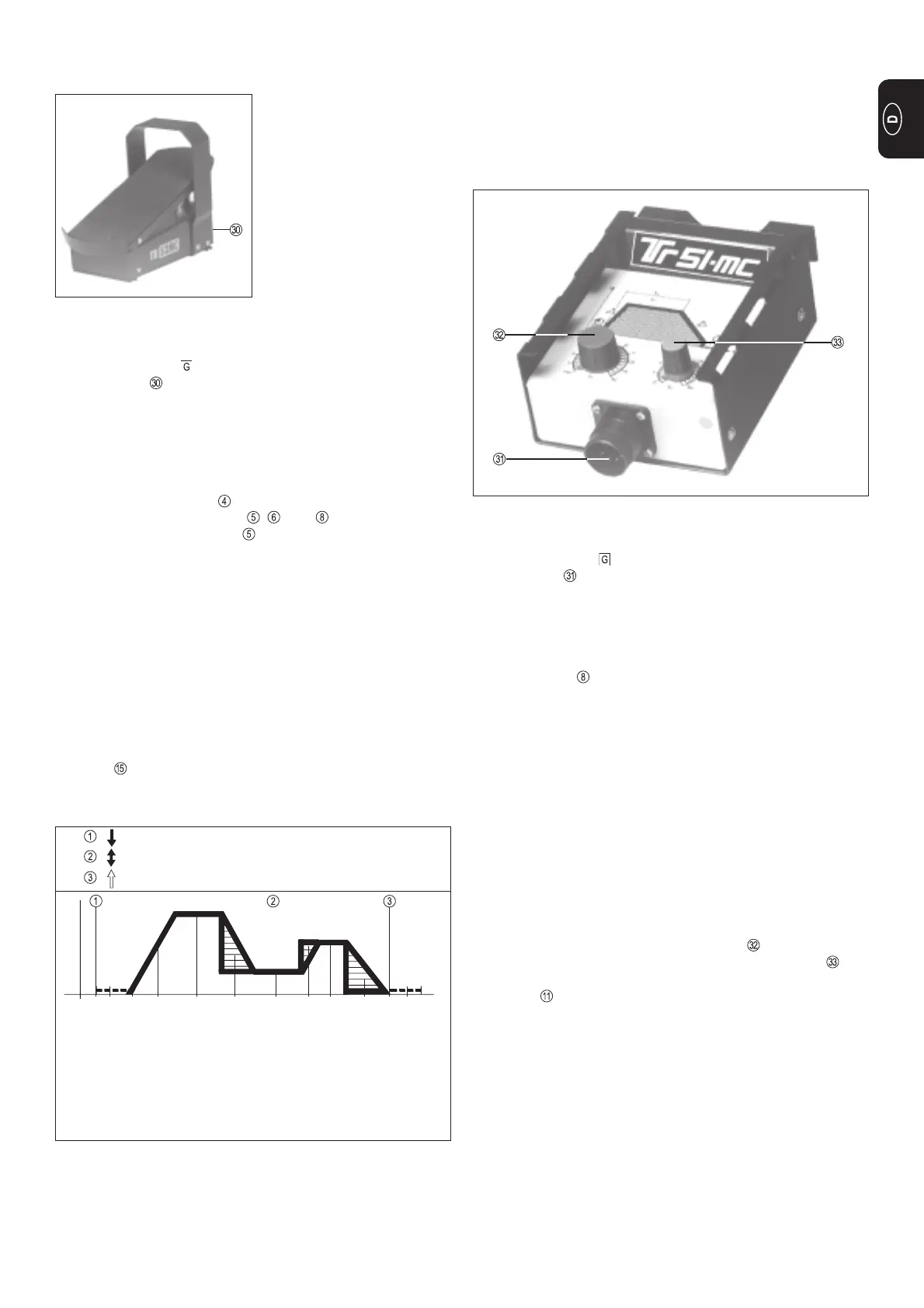
WIG-PUNKTIERFERNREGLER TR 51MC
Das Schweißen rostfreier Konstruktionen im Dünnblechbereich ist
bedingt durch starken Materialverzug oftmals nicht möglich. Hier
kommt die Punktschweißung zur Anwendung. Ebenso können
Verbindungsstellen, welche nur einseitig zugänglich sind, nach
dem WIG-Punktverfahren problemlos bewältigen werden.
Abb. 16 WIG-Punktierfernregler TR 51mc
Fernregleranschluß
l Anschlußbuchse der Stromquelle mittels Fernreglerkabel
mit Buchse des Fernreglers elektrisch verbinden.
l Steckverbindungen seitenrichtig einstecken und Überwurf-
muttern bis zum Anschlag aufschrauben.
Funktionsablauf
l Anlage schaltet auf 2-Taktbetrieb
l LED-Anzeige leuchtet
l Stromabsenkzeit an der Stromquelle einstellen
l spezielle Punktdüse verwenden (sitzt isoliert am Konus)
l Wolframelektrode vom Düsenrand zurückgesetzt montieren
(ca. 2-3mm je nach Punktgröße)
l Punktierstrom und -zeit am Fernregler einstellen
l Brenner auf das Blech setzen und leichten Druck auf das
Grundmaterial ausüben
l Punktiervorgang durch Betätigen der Brennertasterwippe ein-
leiten (Luftspalt vermeiden)
Der Punktiervorgang läuft wie folgt ab
l Zurückziehen und Loslassen der Brennertasterwippe
l Gasvorströmzeit läuft ab
l Lichtbogen zündet mit Suchlichtbogenstrom
l Strom steigt über den eingestellten Up-Slope auf den Wert des
eingestellten Punktierstromes an (Regler )
l eingestellte Punktierzeit (0,1 - 8 Sec.) läuft ab (Regler )
l Strom sinkt in der eingestellten Zeit über den Down-Slope
(Regler ) auf den Endkraterstrom ab
l Gasnachströmzeit läuft ab
Wichtig! Sie können den automatischen Punktierablauf durch
erneutes Zurückziehen und Loslassen der Brennertasterwippe im
Störfall unterbrechen.
 Loading...
Loading...





