12
I
O
I
H
t
H
t
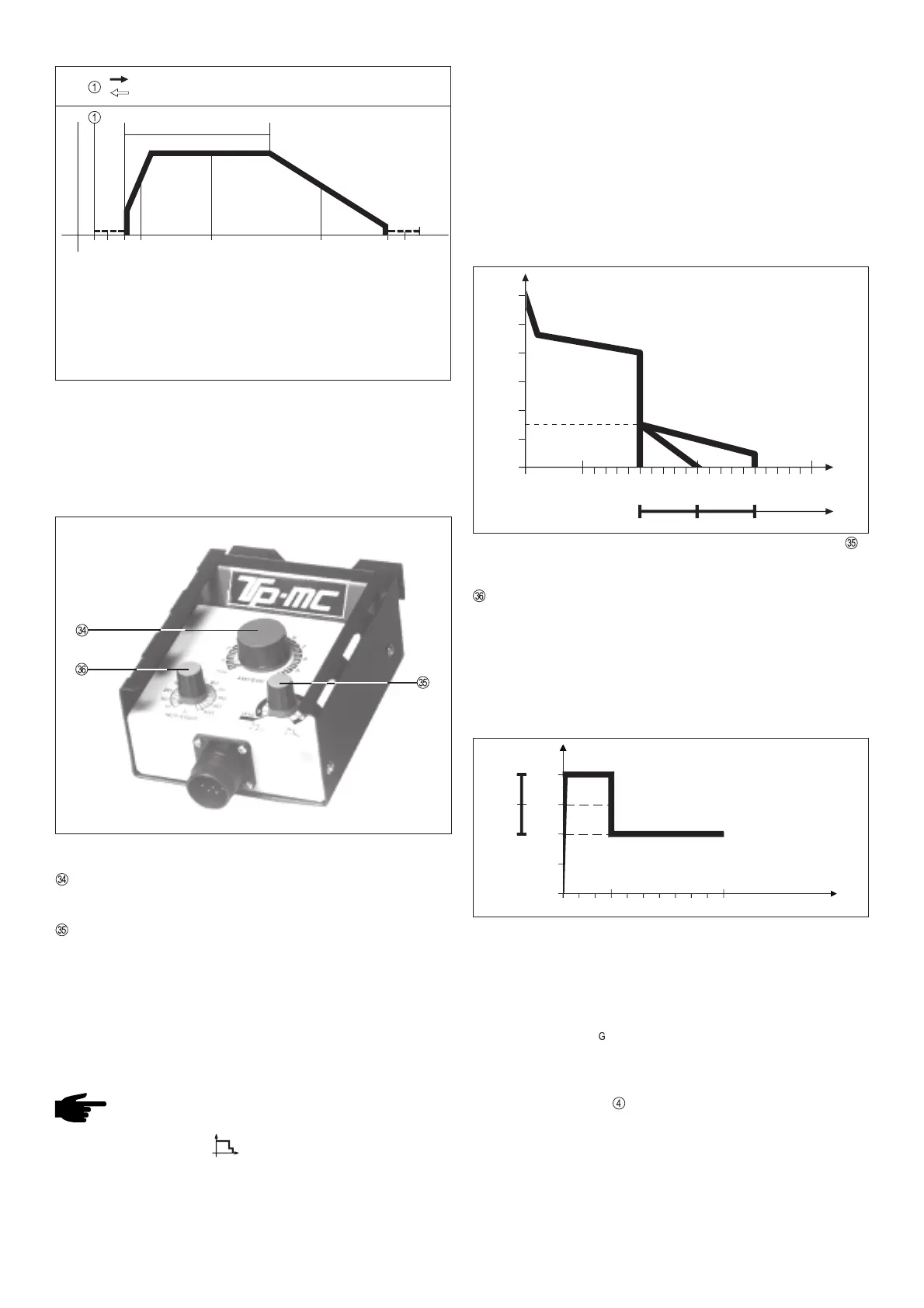
Schweißende
Gasnachströmzeit
Zyklus-Start
Gasvorströmzeit
Zünden des Lichtbogens
Zurückziehen und
Loslassen der Brennertaste
Stromanstieg über
Up-Slope
Punkten mit eingestelltem
Schweißstrom I
H
in Verbindung mit
Punktzeit t
H
Stromabsenkung über
Down-Slope
Abb. 17 Funktionsablauf mit WIG-Punktierfernregler TR 51mc
FERNREGLER TP MC
Verwenden Sie diesen Arbeitsplatzfernregler speziell für die Elek-
trodenhand- und WIG-DC-Schweißung.
Abb. 18 Fernregler TPmc
SCHWEISSSTROMREGLER
l stufenlose Einstellmöglichkeit des Schweißstromes
DYNAMIKREGLER
l beeinflußt die Kurzschlußstromstärke im Moment des
Tropfenüberganges (Elektrode / Werkstück)
Bei Skalenwert “0” erhöht sich die Kurzschluß-Stromstärke
im Moment des Tropfenüberganges nicht (weicher Lichtbo-
gen).
Anwendungsbereich: Rutil-Elektroden, Kb-Elektroden im mitt-
leren und oberen Stromstärkenbereich
Hinweis! Kb-Elektroden neigen, wenn sie unterbelastet
verschweißt werden, zum Festkleben am Werkstück.
Bei Skalenwert “10”
erhöht sich die Kurzschluß-Strom-
stärke im Moment des Tropfenüberganges erheblich (harter
Lichtbogen).
Anwendungsbereich: Kb-Elektroden (grobtropfig) sofern diese
im unteren Strombereich verschweißt werden (Steignaht,
Kantenauftragung, Wurzel usw.).
Wichtig! Mit Erhöhung der Einstellwerte am Dynamikregler erge-
ben sich bei Rutil-, Kb- und Sonderelektroden folgende Merkmale:
l gutes Zündverhalten
l Verminderung von Schweißaussetzern
l geringes Festbrennen
l gute Wurzelerfassung
l fallweise etwas mehr Spritzer
l Gefahr des “Durchfallens” bei der Dünnblechschweißung
Diese Symptome treffen für feintropfige Elektroden (Ti) eher nicht
zu, da der Werkstoffübergang beinahe kurzschlußfrei erfolgt.
100
V
A
20
10
60
50
40
30
0 50 150 200 250
5
100
DYNAMIKREGLER
Abb. 19 Beeinflussung der Konstantstromkennlinie durch den Dynamikregler
im Kurzschlußmoment. Eingestellter Schweißstrom: 100 A
HOT-START-EINSTELLREGLER
l nur wirksam während der Zündphase der Elektrode
l verbesserte Zündeigenschaften auch bei schwer zündbaren
Elektroden
l besseres Aufschmelzen des Grundmaterials in der Zünd-
phase, daher weniger Kaltstellen
l Vermeidung von Schlackeeinschlüssen
l prozentuelle Addition zum eingestellten Schweißstrom
Abb. 20 Zündphase mit HOT-START; Eingestellter Schweißstrom: 100A
A
200
150
100
0 1.0 t sec
50
HOT-START
0
100%
WICHTIG: Der Hot-Start Gesamtstrom wird durch den Maximal-
strom der Anlage begrenzt.
Fernregleranschluß
l Anschlußbuchse der Stromquelle mittels Fernreglerkabel mit
Buchse des Handfernreglers elektrisch verbinden.
l Steckverbindungen seitenrichtig einstecken und Überwurf-
muttern bis zum Anschlag aufschrauben
l Funktionswahltaste in die für die Betriebsart richtige Position
schalten
Schweißen ohne Fernregler
Die Parameter für Hot-Start und Dynamik sind im Gerät auf einen
Mittelwert eingestellt.
 Loading...
Loading...





