7
AFFICHAGE DEL "HOLD"
l Permet le contrôle postérieur des paramètres de soudage.
l L’affichage s’allume après mémorisation de valeur effective
(fin du procédé)
l La valeur moyenne est affichée sur les affichages nu-
mériques
et . (des valeurs de courant de soudage et de
tension de soudage mesurées avant la termination de la
soudure)
l La fonction est active dans chaque mode de fonctionnement
(excepté télécommande à pédale, impulsions par télécom-
mande à pédale et impulsions jusqu’à 20Hz)
Possibilités d’effacement de la fonction HOLD
l En actionnant la gâchette du pistolet dans la période
d’interruption du soudage
l Déconnexion et reconnexion de l'appareil du soudage
l Déréglage du régulateur de courant de soudage dans les
temps de repos
l Commutation de la touche de mode de fonctionnement
l Lors de chaque début de soudage
AFFICHAGE DEL POUR SOUDAGE TIG À ARC PULSÉ
l Dès que la commande à distance d’impulsions TIG TR 50mc
est raccordée, la DEL clignote
(chapitre „commande à
distance d’impulsions TR 50mc“)
REGULATEUR DE COURANT PRINCIPAL I
H
= courant de
soudage:
l Réglage continu de courant de soudage dans la gamme de
2-140 A (electrode) ou 2-160 A ou 170A (TIG)
l Affichage DEL allumé (seulement dans les modes de
fonctionnement d’électrode)
l L’ampèremètre numérique indique la valeur de courant déja
en marche à vide et commute ensuite automatiquement à
l’affichage de valeur effective
valeur théorique ð courant de soudage désiré
valeur effective ð courant de soudage effectif
COURANT DE CRATERE FINAL: I
E
l Seulement possible pendant le fonctionnement à 4 temps
l Réglage en pourcentage du courant principal
Lors de la commande du potentiomètre de courant de cra-
tère final la valeur réglée est indiquée pour 3 secondes.
l La diminution du courant de soudage jusqu’au courant de
cratère final est introduite par la gâchette du pistolet
l La lampe témoin DEL est allumée
Les paramètres suivants sont prédéfinis:
l prédébit de gaz ................................................... 0,4 sec.
l Arc chercheur ..................................................... 29% du I
H
l Up-Slope ............................................................. 1,0 sec.
l Postdébit de gaz dépendant du courant ............. 5 - 15 sec.
Tous les paramètres peuvent être modifiés individuellement
par un menu de programme.
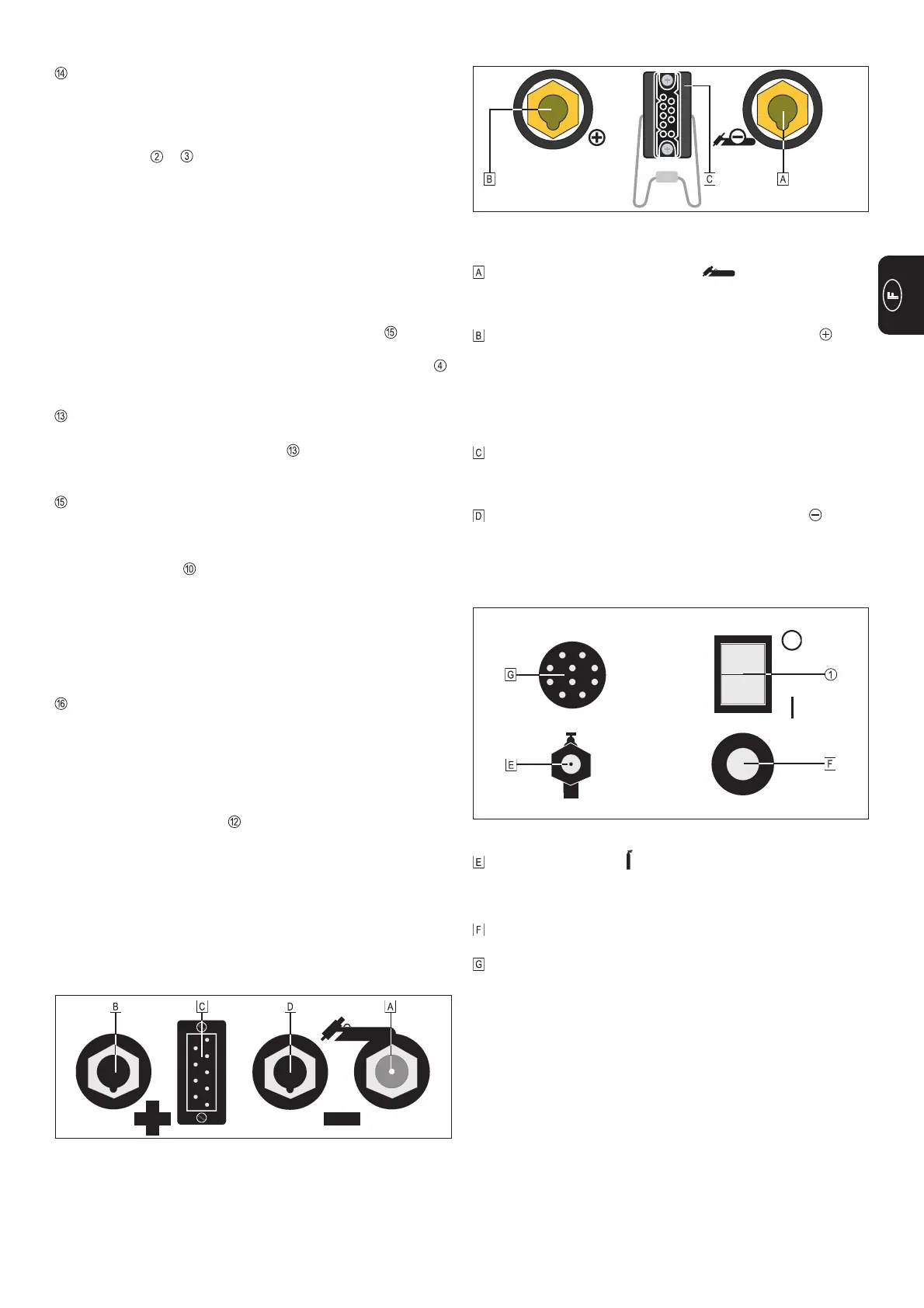
Fig. 7 Modèle avec raccord central de torche GWZ: Connexions sur le front des
appareils
RACCORD DE LA TORCHE TIG
l Sert au raccord de l’alimentation de gaz-courant de la torche
de soudage
DOUILLE DE COURANT A JOINT A BAÏONNETTE
l Sert de raccord du câble de mise à la masse lors de sou-
dage TIG
l Sert de raccord du câble porte-électrode ou du câble de mise
à la masse lors du soudage manuel à l’électrode enrobée
suivant le type d’électrode
PRISE DE COMMANDE DE LA TORCHE
l Brancher et verrouiller la prise de commande de la torche de
soudage
DOUILLE DE COURANT A JOINT A BAÏONETTE
l seulement en cas de raccord central de torche GWZ
l Sert de raccord du câble porte-électrode ou du câble de
mise à la masse lors du soudage manuel à électrode
enrobée suivant le type d'électrode
RACCORD DE GAZ
l Visser l'écrou de raccord du tuyau flexible de gaz sur la pièce
de raccord et le serrer
CABLE DE RESEAU AVEC DECHARGE DE TRACTION
PRISE DE RACCORD POUR FONCTIONNEMENT À COM-
MANDE À DISTANCE:
l Brancher du bon côté la fiche du câble de la commande à
distance et la fixer par la collerette de fixation
l Le réglage des paramètres de soudage désirés se fait
directement sur la commande à distance correspondante.
l Identification automatique de la commande à distance
l La tension d’alimentation de la commande à distance ré-
sistant aux courts-circuits garantit la protection des parties
électroniques lors d’un endommagement éventuel du câble
de la commande à distance.
Fig. 8 L'arrière de l'appareil
Fig. 7a Modele avec raccord central de torche F: Connexions sur le front des
appareils
 Loading...
Loading...





