10
MODE DE FONCTIONNEMENT: Réglage de courant pulsé
I
1
sur la commande à distance à pedale TR 52mc
Il est trés avantageuse particulièrement lors du soudage manu-
el TIG quand le courant de soudage pulsé doit être modifié
pendant le soudage (p.ex. épaisseur de matière variable)
l Connecter électriquement la prise de raccord de la source
de courant avec la prise de la commande à dis-tance
moyennant le câble de commande à distance.
l Connecter électriquement la commande à distance de pul-
sations (prise de connexion ) avec la commande à di-
stance à pédale (prise ).
l Brancher les fiches du bon côté et visser les collerettes de
fixation jusqu'à l'arrêt
l Lors de la connexion de la commande à distance à pédale
TR 52mc l’installation commute automatiquement à fonc-
tionnement à 2 temps.
l DEL sur la source de courant clignote
l Régler le mode de service désiré par la touche de mode de
fonctionnement
l Le témoin DEL correspondant , oder est allumé -
mode de fonctionnement à l'électrode (DEL ) est possible
l Affichage de la valeur moyenne de courant de soudage sur
l'affichage A - pas de fonction Hold
l L’amorçage est initié par un léger appui sur la pédale
l L’arc électrique, le courant pulsé I
1
et le courant de cratère
final peuvent aussi être réglées par la pédale.
l Le courant de base I
2
réglé par le régulateur sur TR 50mc
s’adapte aussi proportionnellement au courant pulsé I
1
.
l Après avoir entièrement lâché la pédale, le courant de
soudage est déconnecté et le soudage interrompu.
l La prériode de postdébit de gaz s’écoule.
Lâcher la bascule de la gâchette
Retirer et maintenir la bascule de la gâchette du pistolet
Lâcher la bascule de la gâchette
Retirer et maintenir la bascule de la gâchette du pistolet
I
1
I
2
f (Hz)
I
S
I
E
I
t
Augmentation de courant
pulsé suivant Up-Slope
Démarrage du cycle
Temps de prédébit de gaz
Amorçage de l'arc électrique
à courant d'arch chercheur I
S
Courant de cratère final I
E
Termination de soudage
Temps de postdébit de gaz
Soudage en fonctionnement
à l'arc pulsé I
1
, I
2
/ f / régime
Diminution de courant pulsé
suivant Down-Slope
Fig. 12 Enchaînement de séquences en fonctionnement à courant pulsé avec
TR 50mc (4 temps)
O
Temps de prédébit de gaz
Fig. 13 Enchaînement de séquences en fonctionnement à l’arc pulsé avec pédale
TR52mc (2 temps)
Appuyer sur la pédale = soudage "MARCHE"
Lâcher la pédale = soudage "ARRET"
I
1
I
2
t
I
Démarrage du cycle
Termination de soudage
Amorçage de l'arc électrique
à courant d'arc électrique
à courant minimum
Augmentation de courant
pulsé, réglable par pédale
Soudage en fonctionnement
à l'arc pulsé I
1
- I
2
Diminution de courant pulsé,
réglable par pédale
Temps de postdébit de gaz
O
SELECTEUR DE LA GAMME DE FREQUENCE
MODE DE FONCTIONNEMENT: Réglage de courant pulsé
I
1
sur la commande à distance
l Connecter électriquement la prise de raccord de la source
de courant avec la prise de la commande à dis-tance
moyennant le câble de commande à distance.
l Brancher les fiches du bon côté et visser les collerettes de
fixation jusqu’à l’arrêt
l DEL sur la source de courant clignote
l Régler le mode de service désiré par la touche de mode de
fonctionnement
l Le témoin DEL correspondant , , or est allumé
l Présélectionner la gamme de fréquence moyennant le sé-
lecteur de gamme (0,2 - 2 Hz / 2 - 20 Hz / 20 - 200 Hz/ 200
- 2000Hz)
l Le courant pulsé I
1
est réglé continument par le régulateur
de min.-max.
l Le courant de base I
2
est réglé en pourcentage du courant
pulsé I
1
par le régulateur .
l Le Duty-Cycle doit être réglé par le régulateur
l Mettre le régulateur de fréquence pulsée sur la valeur
désirée.
l Affichage de la valeur moyenne de courant de soudage sur
l’affichage A.
l Le paramètre de Down-Slope est réglé directement sur la
source de courant.
La phase de pulsation dans le mode de fonctionnement à 4
temps commence déjà après avoir lâché la gâchette du pistolet
en Up-Slope. Comme on peut voir dans fig. 12, le courant dans
la phase de diminution est aussi pulsé.
Important! Afin de pouvoir commuter du courant principal au
courant de cratère final pendant le service de soudage par
impulsion (sans interrompre le soudage) vous devez utiliser:
l Le service à 4 temps et une torche TIG FRONIUS à fonction de
gâchette double
l Le service spécial à 4 temps et une torche TIG d’utilisation
courante
Pour les détails plus précis concernant le service à 4 temps et le
service spécial à 4 temps nous vous renvoyons au chapitre
„Description des éléments de commande“.
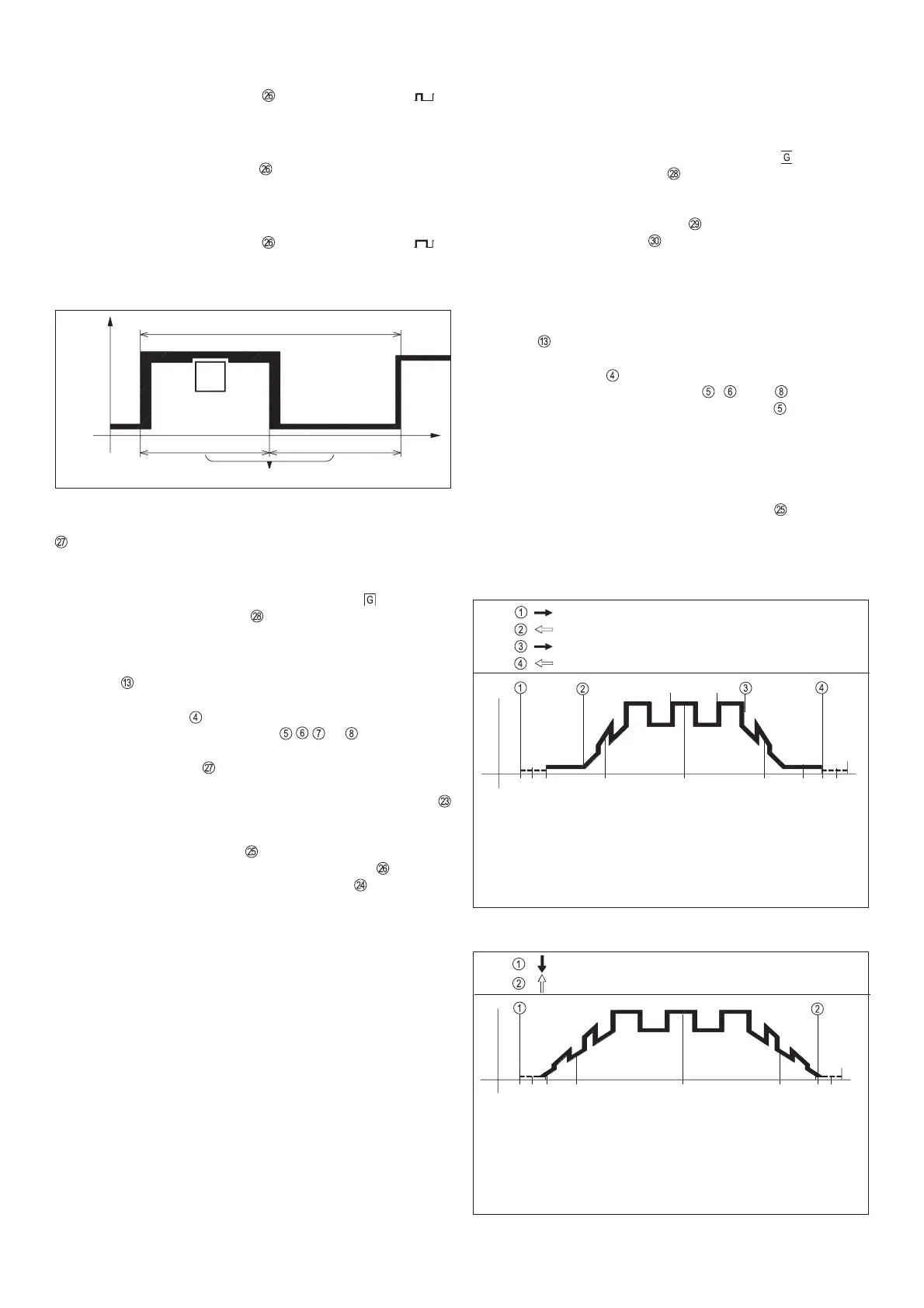
Fig. 11 Exemple de réglage Duty-Cycle en position "50"
I
2
I
1
Duty-Cycle
0
I
t
T= 1/f
(Hz)
50% 50%
Exemple de réglage:
Le régulateur du Duty-Cycle
est en position "10"
l Courte phase de courant pulsé de 10%
l Longue phase de courant de base de 90%
l Peu d’apport de chaleur
Le régulateur du Duty-Cycle
est en position "50" (fig.11)
l La phase de courant pulsé et celle de courant de base
s’élèvent à 50%
l Apport de chaleur moyen.
Le régulateur du Duty-Cycle
est en position "90"
l Longue phase de courant pulsé de 90%
l Courte phase de courant de base de 10%
l Apport de chaleur maximum.
 Loading...
Loading...





