19
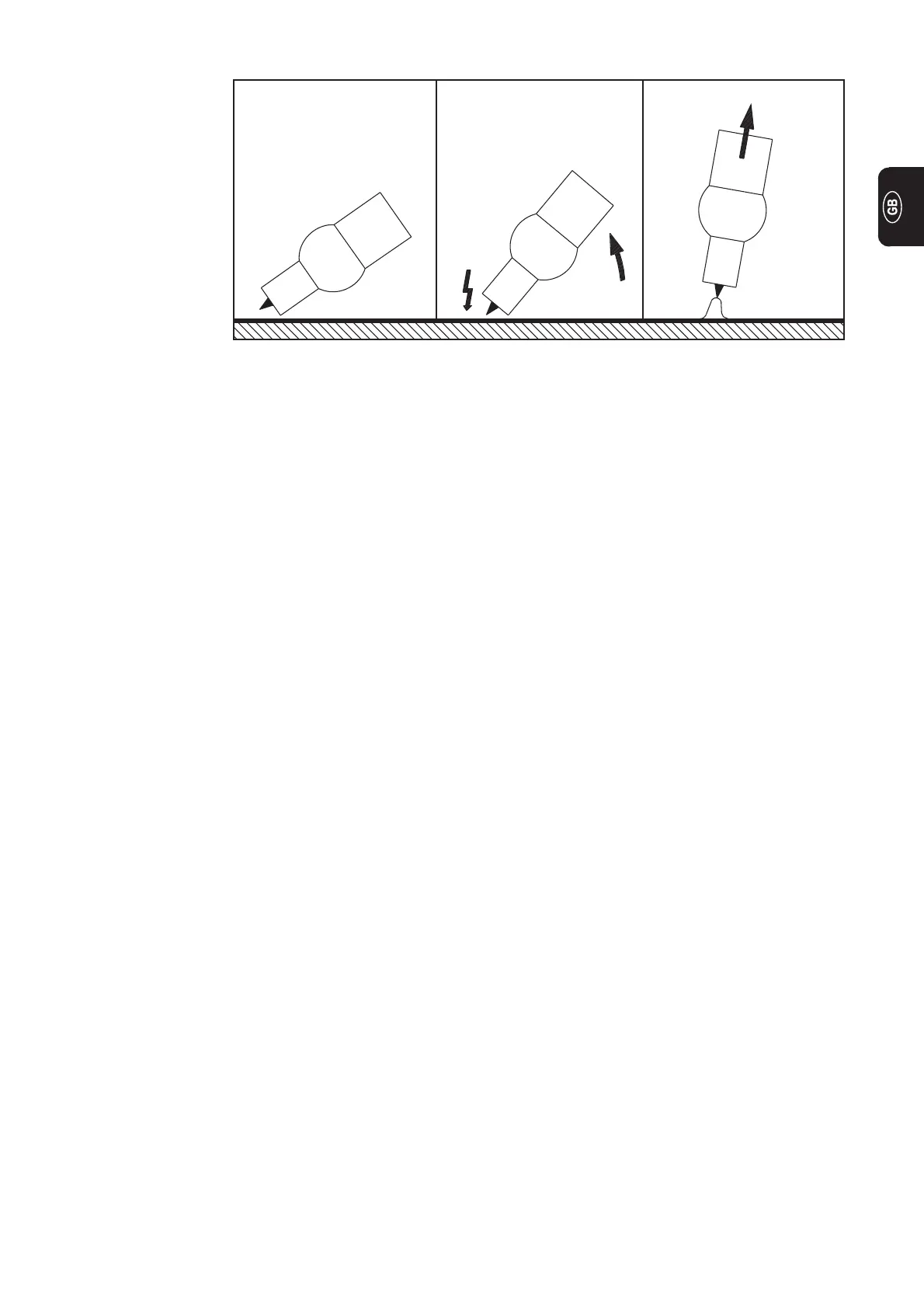
Fig. 19 Ignition with HF ignition
a) Fit gas nozzle b) Contact-free HF ignition c) Arc is ignited
Ignition monitoring
If, after fruitless attempts to ignite an arc or after an arc-interrupt, the welder forgets to
stop the control sequence (2-step or 4-step) by means of the torch trigger, the shielding
gas will continue to flow, leading to considerable wastage of gas. To prevent this, a
monitoring function automatically interrupts the control sequence after approx. 5 se-
conds in such a case. When another attempt is made to ignite an arc, this must once
again be initiated via the torch trigger.
Start up
(continued)
 Loading...
Loading...





