16
Praxishinweis!
Bei Verwendung von FRONIUS-Schweißbrennern mit Doppel-
funktion der Brennertasterwippe besteht auch im Pulsbetrieb die
Möglichkeit der Schweißstromabsenkung vom Hauptstrom auf
Endkraterstrom und zurück, ohne den Schweißablauf zu unter-
brechen. Details über den Funktionsablauf entnehmen Sie der
Beschreibung 4-Taktbetrieb/ Variante 2 auf Seite 9,10 Abb. 7.
Beschreibung Betriebsart Pulsstromregulierung I
1
mit
Fußregler TR 52mc
Für spezielle Anwendungsgebiete, und zwar dann, wenn der
Puls-Schweißstrom während des Schweißvorganges verändert
werden muß, (z.B. variable Materialstärke) ist die Kombination
PULSFERNREGLER + FUSSFERNREGLER besonders bei der
WIG/TIG-Handschweißung von großem Vorteil.
Fernregleranschluß:
- Anschlußbuchse der Stromquelle mittels Fernreglerkabel
mit Buchse des Pulsfernreglers elektrisch verbinden.
- Für die Verbindung von Pulsfernregler (Anschlußbuchse )
zu Fußfernregler (Buchse ) kann ein Fernreglerkabel glei-
cher Type verwendet werden.
- Steckverbindungen seitenrichtig einstecken und Überwurf-
muttern bis zum Anschlag aufschrauben.
Funktionsbeschreibung:
- Die Anlage schaltet beim Anschließen des Fußfernreglers
TR 52mc automatisch auf 2-Taktbetrieb.
- LED an der Stromquelle blinkt
- Mit Funktionswahlschalter gewünschte Betriebsart einstel-
len
- Die dazugehörige LED-Anzeige , oder leuchtet
Betriebsart Elektrode (LED ) ist möglich
- Anzeige des Schweißstrommittelwertes an A-Display. - Keine-
Hold-Funktion.
- Der Zündvorgang wird durch leichtes Auftreten auf das Pedal
eingeleitet.
- Die Höhe des Suchlichtbogens, des Pulsstromes I
1
und des
Endkraterstromes ist ebenfalls mit dem Fußpedal steuerbar.
- Der am TR 50mc mit dem Regler eingestellte Grundstrom
I
2
paßt sich prozentuell dem Pulsstrom I
1
an.
- Nach vollständigem Entlasten des Pedales wird der Schweiß-
strom abgeschaltet und damit der Schweißvorgang unterbro-
chen.
- Gasnachströmzeit läuft ab
Drücken des Fußpedals ð Schweißen "EIN"
Fußpedal entlastet ð Schweißen "AUS"
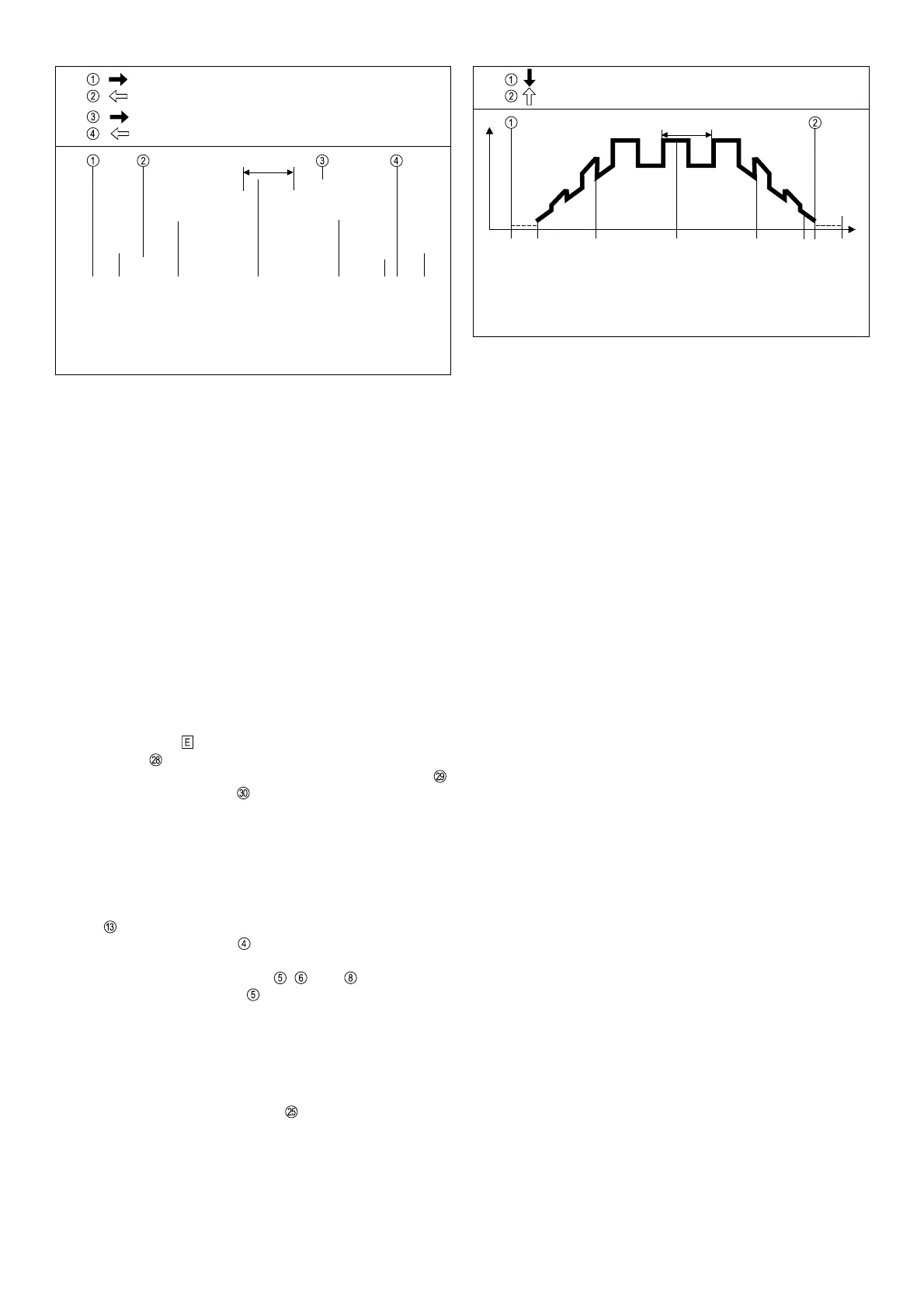
Abb. 17 Funktionsablauf im Pulsbetrieb in Verbindung mit dem Fußfernregler
TR52mc (2-Takt)
I
1
I
2
I
t
Zyklus-Start
Gasvorströmzeit
pulsierender
Stromanstieg
regelbar mit
Fußpedal
Gasnachströmzeit
Schweißende
Schweißen im Puls-
betrieb I
1
- I
2
Zünden des Licht-
bogens mit
Miinimalstrom
pulsierende Stromab-
senkung regelbar mit
dem Fußpedal
f
(Hz)
Loslassen der Brennertasterwippe
Drücken und Halten der Brennertasterwippe
Abb. 16 Funktionsablauf im Pulsbetrieb mit TR 50mc (4-Takt)
I
S
I
1
I
2
I
t
Drücken und Halten der Brennertasterwippe
Loslassen der Brennertasterwippe
I
E
Zyklus-Start
Gasvorströmzeit
pulsierender
Stromanstieg
über Up-Slope
Gasnachströmzeit
Schweißende
Schweißen im Puls-
betrieb I1, I2 / f / Duty
Cycle
Zünden des Licht-
bogens mit Suchlicht-
bogenstrom I
S
Stromabsenkung mit
Puls über Down-Slope
Endkraterstrom
f
(Hz)
Endkraterstrom