PROGRAMMING EXAMPLES
24996-8000
June 1999
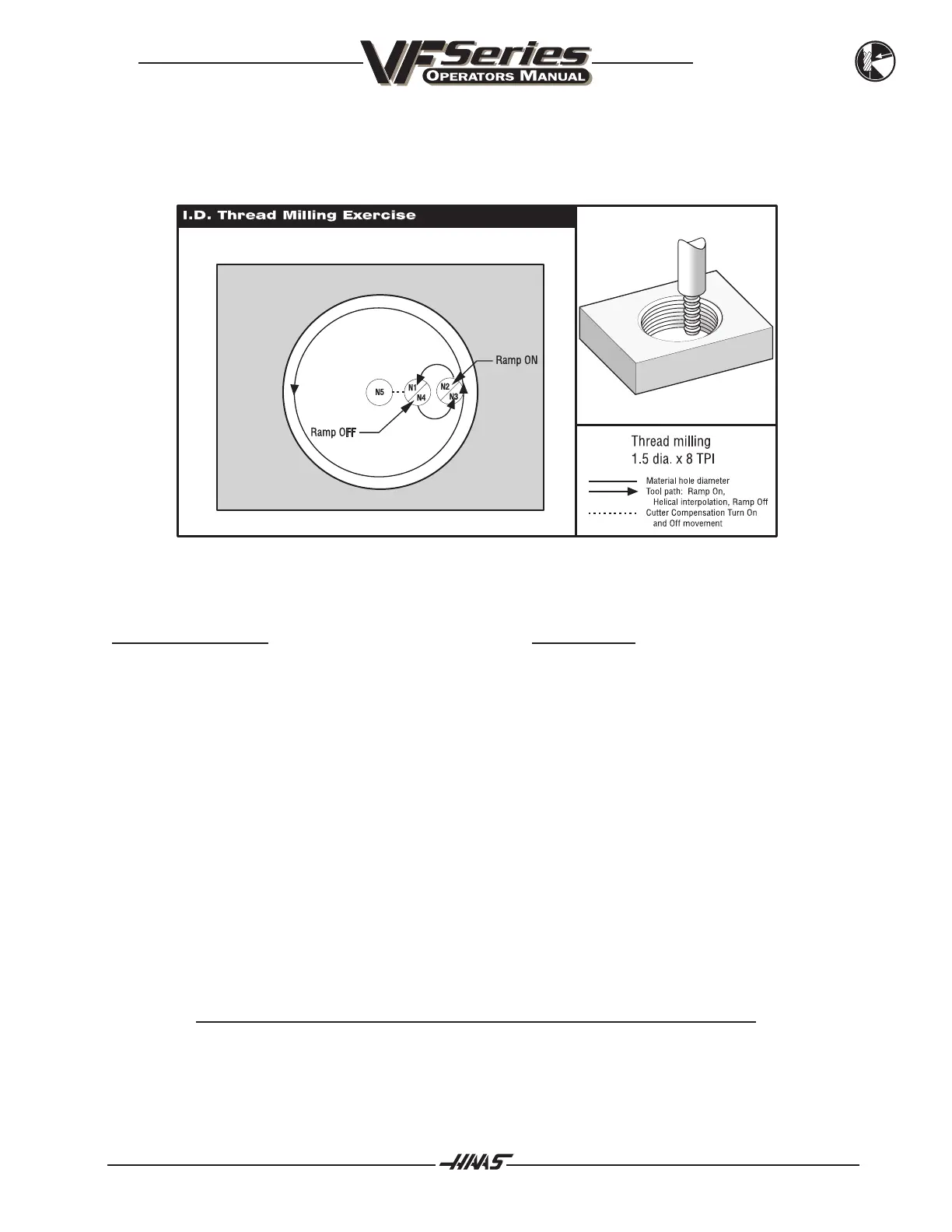
Cutter compensation cannot be turned off or on during an arc movement. A linear turn on and turn off movement
must be made, either in the X- or Y-axis. This move will be the maximum compensation amount that can be
adjusted.
Thread milling exercise
PROGRAM EXAMPLE DESCRIPTION
%
O2300 (Thread milling 1.5 diameter x 8 TPI)
(X0, Y0 is at the center of the hole)
(Z0 is at the top of the part)
(Using .5 thick material)
G00 G90 G54 X0 Y0 S400 M03
G43 H01 Z.1 M08
Z-.6
N1 G01 G41 D01 X.175 F25. (Turn on Cutter Comp)
N2 G03 X.375 R.100 F7. (Ramp on move)
N3 G03 I-.375 Z-.475 (One full revolution with Z moving up.125)
N4 G03 X.175 R.100 (Ramp off move)
N5 G01 G40 X0 Y0 (Cancel Cutter Comp)
G00 Z1.0 M09
G28 G91 Y0 Z0
M30
%
Note: Maximum cutter compensation adjustability is .175, which is more than
enough for this application.
Start with zero in the diameter offset column and enter a negative number to increase the thread diameter.
 Loading...
Loading...

