HEIDENHAIN TNC 426, TNC 430 113
5.3 Tool Compensation
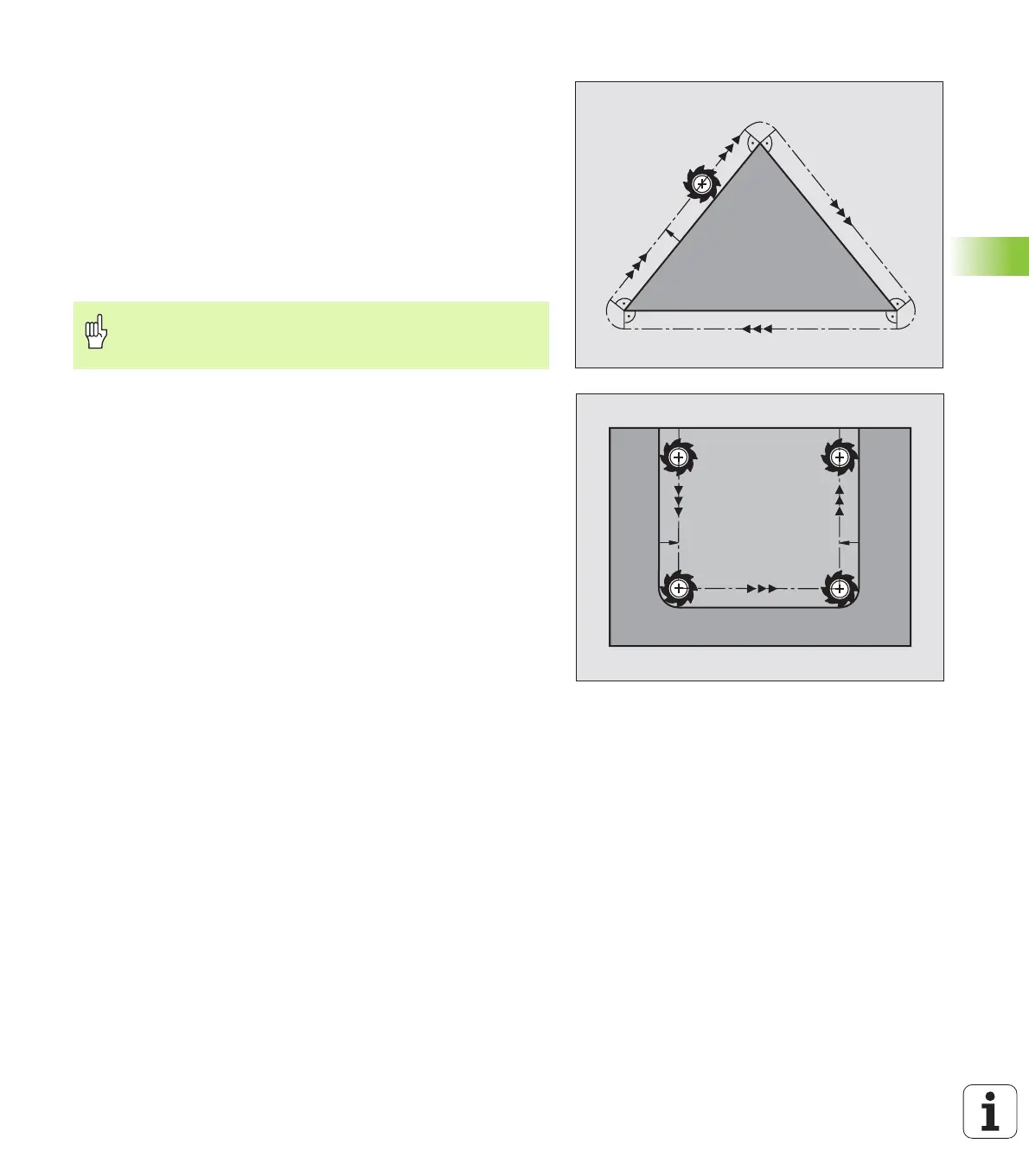
Radius compensation: Machining corners
n Outside corners
If you program radius compensation, the TNC moves the tool
around outside corners either on a transitional arc or on a spline
(selectable via MP7680). If necessary, the TNC reduces the feed
rate at outside corners to reduce machine stress, for example at
very great changes of direction.
n Inside corners
The TNC calculates the intersection of the tool center paths at inside
corners under radius compensation. From this point it then starts
the next contour element. This prevents damage to the workpiece.
The permissible tool radius, therefore, is limited by the geometry of
the programmed contour.
Machining corners without radius compensation
If you program the tool movement without radius compensation, you
can change the tool path and feed rate at workpiece corners with the
miscellaneous function M90, See “Smoothing corners: M90,” page
181.
To prevent the tool from damaging the contour, be careful
not to program the starting or end position for machining
inside corners at a corner of the contour.
RL
RL RL
 Loading...
Loading...




