264 8 Programming: Cycles
8.4 Cycles for milling pockets, studs and slots
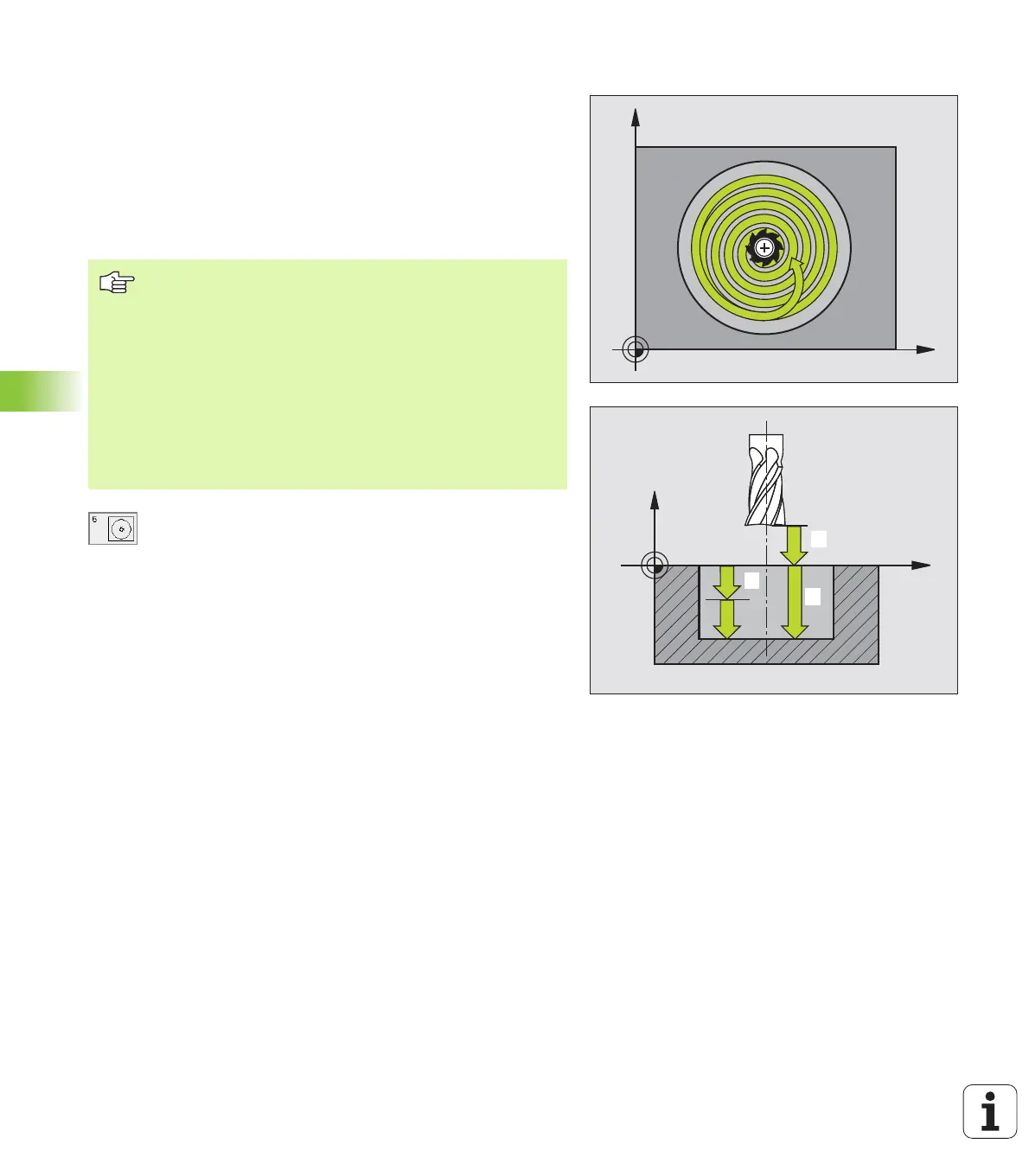
CIRCULAR POCKET MILLING (Cycle 5)
1 The tool penetrates the workpiece at the starting position (pocket
center) and advances to the first plunging depth.
2 The tool subsequently follows a spiral path at the feed rate F - see
figure at right. For calculating the stepover factor k, see Cycle 4
POCKET MILLING.see “POCKET MILLING (Cycle 4),” page 258
3 This process is repeated until the depth is reached.
4 At the end of the cycle, the TNC retracts the tool to the starting
position.
U Set-up clearance 1 (incremental value): Distance
between tool tip (at starting position) and workpiece
surface
U Milling depth 2: Distance between workpiece
surface and bottom of pocket
U Plunging depth 3 (incremental value): Infeed per cut
The TNC will go to depth in one movement if:
n the plunging depth is equal to the depth
n the plunging depth is greater than the depth
X
Y
X
Z
1
1
1
2
1
3
Before programming, note the following:
This cycle requires a center-cut end mill (ISO 1641), or pilot
drilling at the pocket center.
Pre-position over the pocket center with radius
compensation R0.
Program a positioning block for the starting point in the
tool axis (set-up clearance above the workpiece surface).
The algebraic sign for the cycle parameter DEPTH
determines the working direction. If you program DEPTH
= 0, the cycle will not be executed.