276 8 Programming: Cycles
8.4 Cycles for milling pockets, studs and slots
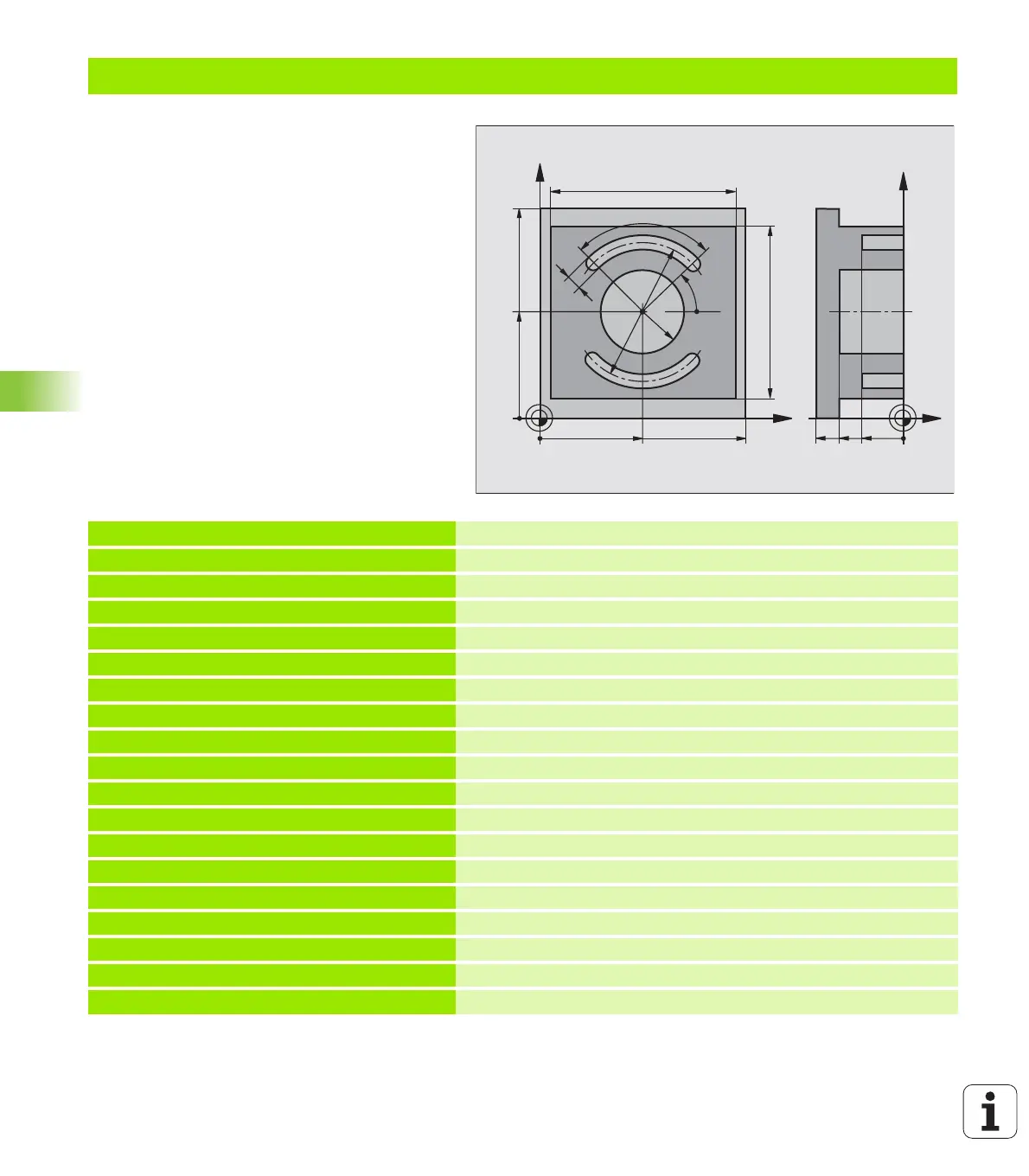
Example: Milling pockets, studs and slots
0 BEGIN PGM C210 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Define the workpiece blank
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+6
Define the tool for roughing/finishing
4 TOOL DEF 2 L+0 R+3
Define slotting mill
5 TOOL CALL 1 Z S3500
Call the tool for roughing/finishing
6 L Z+250 R0 F MAX
Retract the tool
7 CYCL DEF 213 STUD FINISHING
Define cycle for machining the contour outside
Q200=2 ;SET-UP CLEARANCE
Q201=-30 ;DEPTH
Q206=250 ;FEED RATE FOR PLNGNG
Q202=5 ;PLUNGING DEPTH
Q207=250 ;FEED RATE FOR MILLNG
Q203=+0 ;SURFACE COORDINATE
Q204=20 ;2ND SET-UP CLEARANCE
Q216=+50 ;CENTER IN 1ST AXIS
Q217=+50 ;CENTER IN 2ND AXIS
Q218=90 ;FIRST SIDE LENGTH
Q219=80 ;SECOND SIDE LENGTH
X
Y
50
50
100
100
80
90
8
90°
45°
R25
70
Z
Y
-40 -20-30
 Loading...
Loading...




