288 8 Programming: Cycles
8.6 SL cycles
The TNC calculates the points of intersection S1 and S2 (they do not
have to be programmed).
The pockets are programmed as full circles.
Subprogram 1: Pocket A
Subprogram 2: Pocket B
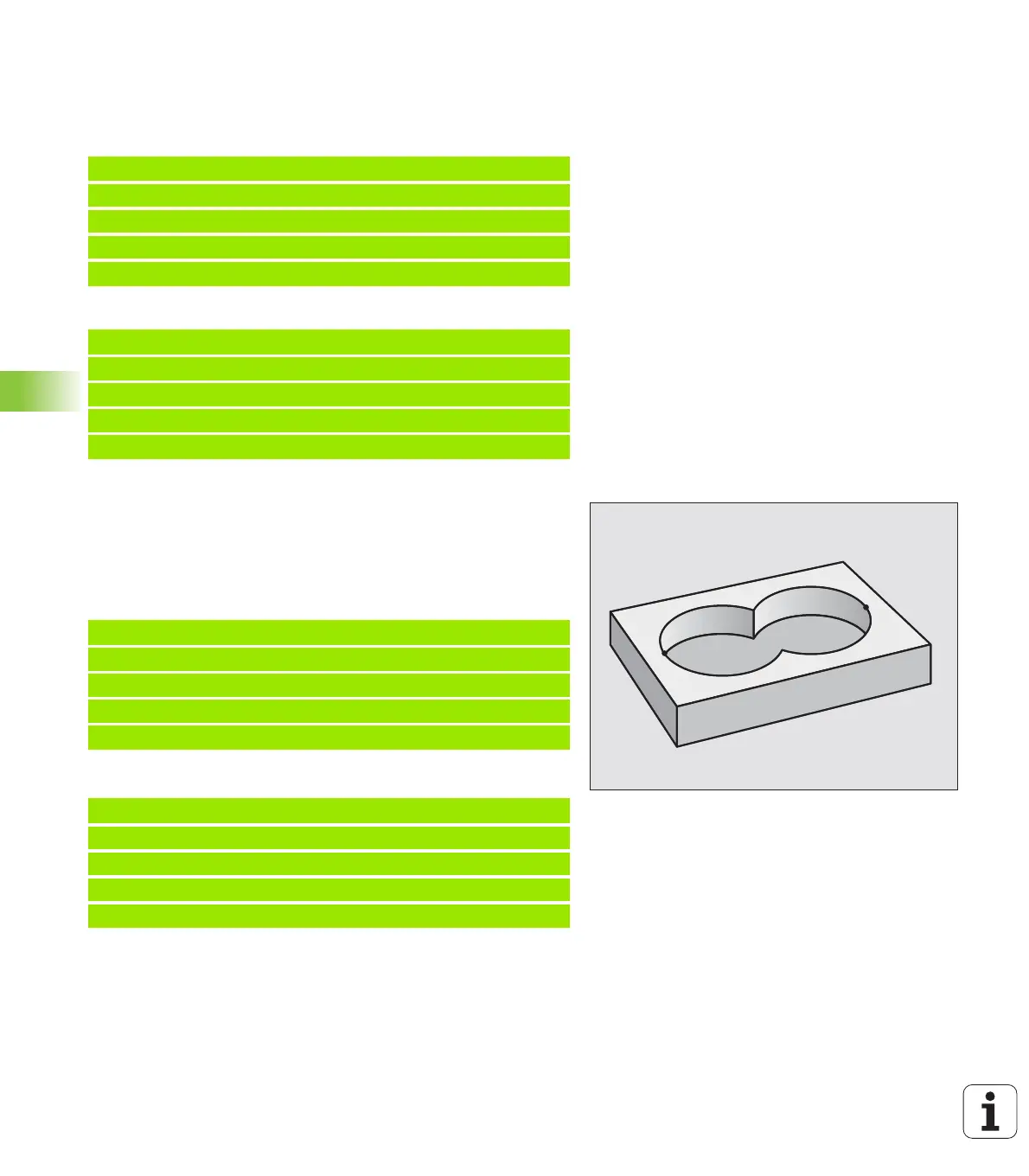
Area of inclusion
Both surfaces A and B are to be machined, including the mutually
overlapped area:
n The surfaces A and B must be pockets.
n The first pocket (in Cycle 14) must start outside the second pocket.
Surface A:
Surface B:
51 LBL 1
52 L X+10 Y+50 RR
53 CC X+35 Y+50
54 C X+10 Y+50 DR-
55 LBL 0
56 LBL 2
57 L X+90 Y+50 RR
58 CC X+65 Y+50
59 C X+90 Y+50 DR-
60 LBL 0
A
B
51 LBL 1
52 L X+10 Y+50 RR
53 CC X+35 Y+50
54 C X+10 Y+50 DR-
55 LBL 0
56 LBL 2
57 L X+90 Y+50 RR
58 CC X+65 Y+50
59 C X+90 Y+50 DR-
60 LBL 0
 Loading...
Loading...




