HEIDENHAIN TNC 426, TNC 430 315
8.7 Cycles for multipass milling
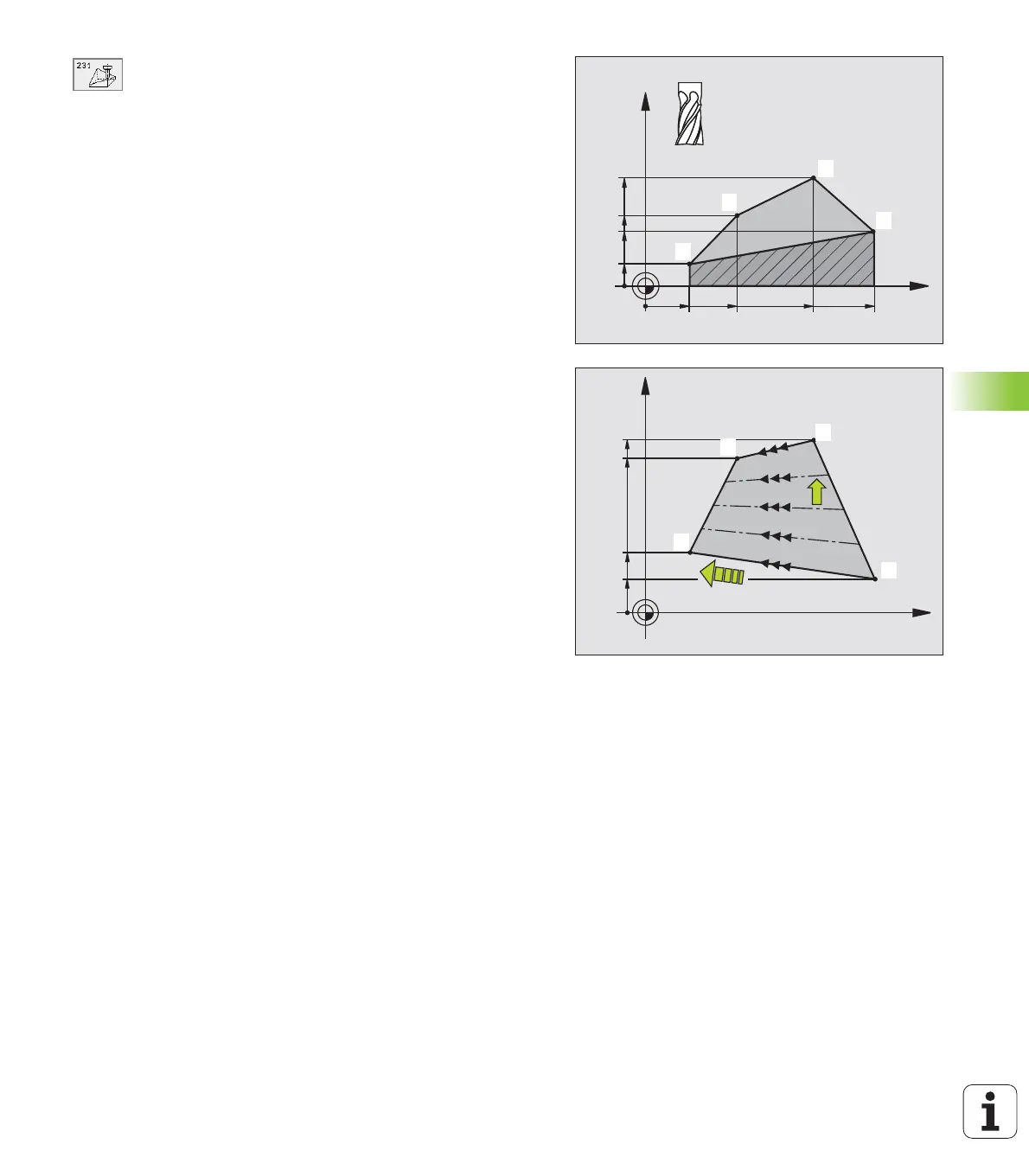
U Starting point in 1st axis Q225 (absolute value):
Starting point coordinate of the surface to be
multipass-milled in the reference axis of the working
plane
U Starting point in 2nd axis Q226 (absolute value):
Starting point coordinate of the surface to be
multipass-milled in the minor axis of the working
plane
U Starting point in 3rd axis Q227 (absolute value):
Starting point coordinate of the surface to be
multipass-milled in the tool axis
U 2nd point in 1st axis Q228 (absolute value):
Stopping point coordinate of the surface to be
multipass milled in the reference axis of the working
plane
U 2nd point in 2nd axis Q229 (absolute value):
Stopping point coordinate of the surface to be
multipass milled in the minor axis of the working
plane
U 2nd point in 3rd axis Q230 (absolute value):
Stopping point coordinate of the surface to be
multipass milled in the tool axis
U 3rd point in 1st axis Q231 (absolute value):
Coordinate of point 3 in the reference axis of the
working plane
U 3rd point in 2nd axis Q232 (absolute value):
Coordinate of point 3 in the minor axis of the working
plane
U 3rd point in 3rd axis Q233 (absolute value):
Coordinate of point 3 in the tool axis
X
Z
Q236
Q233
Q227
Q230
Q228 Q225Q234Q231
1
1
1
2
1
3
1
4
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
1
1
1
2
1
3
1
4
 Loading...
Loading...




