HEIDENHAIN TNC 426, TNC 430 335
8.8 Coordinate Transformation Cycles
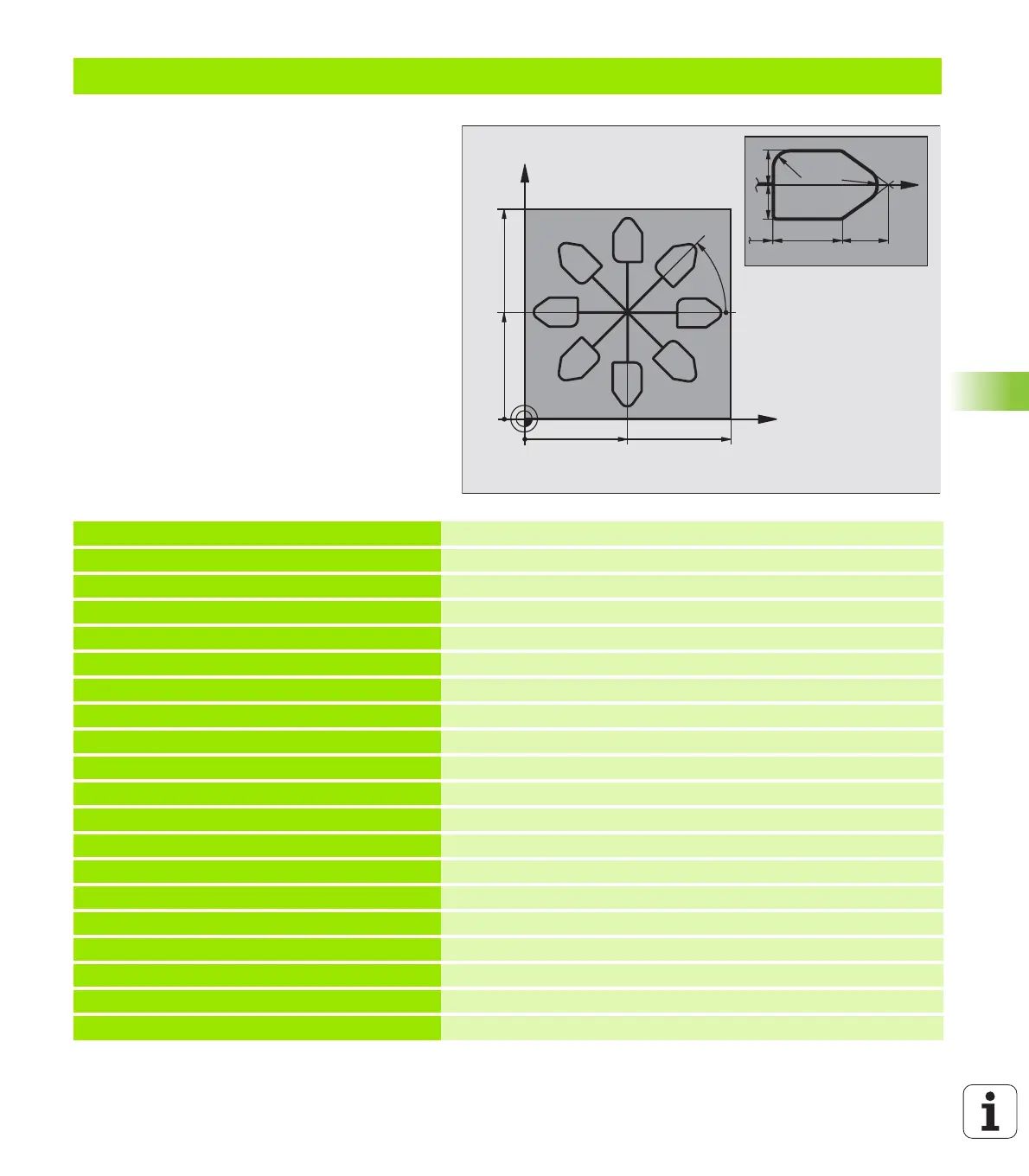
Example: Coordinate transformation cycles
Program sequence
n Program the coordinate transformations in
the main program
n For subprograms within a subprogram, see
“Subprograms,” page 343
0 BEGIN PGM KOUMR MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Define the workpiece blank
2 BLK FORM 0.2 X+130 Y+130 Z+0
3 TOOL DEF 1 L+0 R+1
Define the tool
4 TOOL CALL 1 Z S4500
Tool call
5 L Z+250 R0 F MAX
Retract the tool
6 CYCL DEF 7.0 DATUM SHIFT
Shift datum to center
7 CYCL DEF 7.1 X+65
8 CYCL DEF 7.2 Y+65
9 CALL LBL 1
Call milling operation
10 LBL 10
Set label for program section repeat
11 CYCL DEF 10.0 DREHUNG
Rotate by 45° (incremental)
12 CYCL DEF 10.1 IROT+45
13 CALL LBL 1
Call milling operation
14 CALL LBL 10 REP 6/6
Return jump to LBL 10; execute the milling operation six times
15 CYCL DEF 10.0 DREHUNG
Reset the rotation
16 CYCL DEF 10.1 ROT+0
17 CYCL DEF 7.0 DATUM SHIFT
Reset the datum shift
18 CYCL DEF 7.1 X+0
19 CYCL DEF 7.2 Y+0
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
1010
 Loading...
Loading...




