Pg 22 S22A/S23A 2001b 2100 v1.0
KERF CORRECTION for ANGLE CUTTING
When making mitered cuts
, the part length must be set longer than the desired length by an amount called the
"KERF CORRECTION" or the kerf value must be adjusted. This is due to the fact that the PLC will not account for a
difference in the kerf value at various angles. If the kerf value is to be adjusted it’s value can be accessed while in
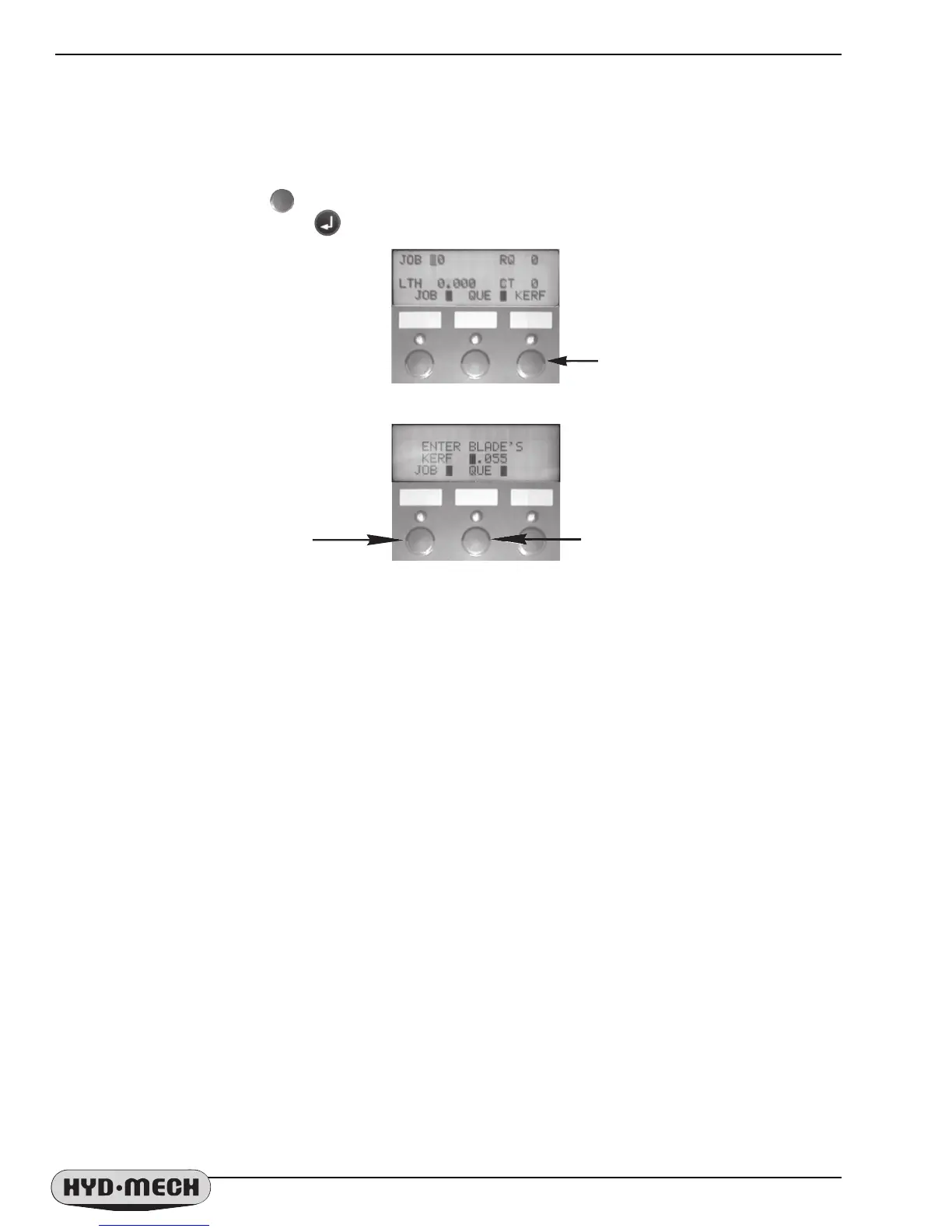
Auto Mode. Press and hold the key below the word “KERF” on the display until the display appears as shown.
Enter the desired kerf value and press .
The standard kerf and corrected values are as follows:
STD KERF @ 90
O
75
O
60
O
55
O
50
O
45
O
40
O
35
O
30
O
1" BLADE .059 .061 .068 .072 .077 .083 .092 .103 .118
1 1/4" BLADE .066 .068 .076 .081 .086 .093 .103 .115 .132
Returns
to Auto
Mode.
Returns
to the
Queue.